Заливка полиуретаном технология
Литье изделий из пенополиуретана для создания домашнего бизнеса
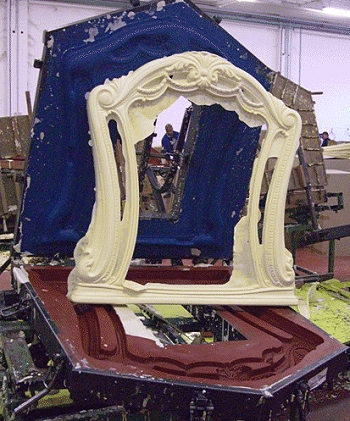
 Бизнес идея о производстве изделий из вспененного полиуретана с помощью литья требует минимальных затрат и приносит максимальный результат. Технологически литье пенополиуретана (ППУ), для изготовления сложных изделий – совсем не сложное. Следует смешать компоненты (без доступа воздуха) и с помощи заливочной головки заполнить струей пресс-форму. Таким образом, получается монолитная струя жидкого полиуретана. При контакте с воздухом смесь создает реакцию и за 25 секунд композиция увеличивается в объеме, заполняя мельчайшие детали рельефа и все пространство формы. Пресс-форма придает пенополиуретану внешний вид готового изделия. Естественно чтобы беспрепятственно достать готовое изделие, форму следует предварительно обработать смазкой нейтральной к полиуретану. По данной технологии с литьем пенополиуретана создается множество полезных и красивых изделий:
Бизнес идея о производстве изделий из вспененного полиуретана с помощью литья требует минимальных затрат и приносит максимальный результат. Технологически литье пенополиуретана (ППУ), для изготовления сложных изделий – совсем не сложное. Следует смешать компоненты (без доступа воздуха) и с помощи заливочной головки заполнить струей пресс-форму. Таким образом, получается монолитная струя жидкого полиуретана. При контакте с воздухом смесь создает реакцию и за 25 секунд композиция увеличивается в объеме, заполняя мельчайшие детали рельефа и все пространство формы. Пресс-форма придает пенополиуретану внешний вид готового изделия. Естественно чтобы беспрепятственно достать готовое изделие, форму следует предварительно обработать смазкой нейтральной к полиуретану. По данной технологии с литьем пенополиуретана создается множество полезных и красивых изделий:
- Теплоизоляционные скорлупы для труб.
- Сендвич панели.
- Элементы для дизайнерского оформления интерьера:
- лепнины;
- барельефы;
- статуэтки;
- карнизы;
- пилястры;
- багеты.
- Детали для оформления фасадов:
- балясины;
- балюстрады;
- сандрики;
- колоны;
- арки консоли для балконов;
- русты.
- Элементы вентиляции.
- Щетки для отделочных работ.
- Детали для мебельного декора.
После распалубки готового изделия его можно покрасить в любой цвет и при необходимости покрыть лаком или даже флокировать. Это не только придает изделиям товарный вид, но и является обязательным требованием для защиты вспененного поилуретана от солнечных лучей. Покрашеный полиуретан прослужит срок не короче чем пластик. Оборудование, которое потребуется для реализации данной бизнес идеи:
- Вакуумный смеситель компонентов.
- Заливочная головка.
- Прессформы.
Для тонкой работы с изделиями может понадобится шлифовальное оборудование. Весь этот комплект оборудования доступный по цене доступно для создания домашнего бизнеса (от 550$). Далее рассмотрим технологию в деталях.
Технология производства вспененного полиуретана
 Производство пенополиуретана это не что иное, как смешивание жидкого изоционата и полиола. При этом необходимо соблюдать пропорцию. Результатом смешивания получается пенистая, воздушная смесь, которая при застывании образовывает пенополиуретан. Для производства изделий из ППУ необходимы:
Производство пенополиуретана это не что иное, как смешивание жидкого изоционата и полиола. При этом необходимо соблюдать пропорцию. Результатом смешивания получается пенистая, воздушная смесь, которая при застывании образовывает пенополиуретан. Для производства изделий из ППУ необходимы:
- Оборудование.
- Сырье.
- Распылительный пистолет.
- Смазка.
При производстве ППУ необходимо помнить, что соблюдение всех технологических норм дает качественный продукт, а их нарушение приводит к браку. В технологические нормы входят:
- Температура воздуха в помещении.
- Температура сырья.
- Соблюдение нормативного соотношения компонентов сырья.
- Качественное смешивание компонентов между собой.
Температурный режим при этом играет одну из ключевых ролей, ведь при низких температурных показателях увеличивается расход сырья и само качество в пенополиуретане. Также это по-разному может отразится на готовых изделиях. Готовой смесью (пеной) заполняют формы. Заполняют их методом заливки. Используя метод заливки можно изготовить теплоизоляционные плиты, скорлупу для изоляции труб. Также методом заливки пенополиуретана в формы можно производить различные элементы декора. Так как жидкий пенополиуретан довольно «липкий», для этого форму необходимо смазать специальными масляными или силиконовыми смазками.
Техническое оснащение для производства изделий способом литья
 Пенополиуретан – универсальный материал. Работу с ним можно разделить на два вида:
Пенополиуретан – универсальный материал. Работу с ним можно разделить на два вида:
- Напыление.
- Заливка.
Методом заливки, как уже упоминалось высшее, можно производить изделия блочного типа, «кожухи» для труб и даже многие декоративные элементы (карнизы, багеты, декоративная лепка и многое другое). Естественно, что и оборудование для двух разных видов работ необходимо разное.
Метод напыления пенополиуретана используют в основном в строительных работах, а именно в утеплении чердаков, наружных стен, полов и т.д. Это еще одна бизнес идея, которую можно реализовать по данной технологии с целью наружного утепления. При напылении исключается зазор между утеплителем и стеной, что исключает возникновения конденсата на стене и в стыках. Листовое утепление пенопластом имеет риск возникновения конденсата на утепляемой стене из-за разницы температур соприкасаемых поверхностей.
Техническое оснащение для напыления ППУ
 Для напыления используют оборудование, которое автоматически дозирует два составляющих компонента. При этом такое оборудование оснащено смесительной камерой, в которой интенсивно перемешивается сырье. В оборудовании для напыления, пенополиуретан в распылительный пистолет подается под давлением. Также, не маловажно, чтоб оборудование для напыления ППУ было оснащено функцией регулировки скорости. Таким образом, вы сможете регулировать интенсивность нанесения теполизоляционного материала на утепляемую поверхность. Для того, чтобы работа по наружному утеплению проводилась круглогодично, напылительная установка должна быть оснащена баков автоматического подогрева компонентов. А также необходима функция проточного подогрева сырья. Для напылительного оборудования свойственна небольшая производительность (1-3 кг/мин).
Для напыления используют оборудование, которое автоматически дозирует два составляющих компонента. При этом такое оборудование оснащено смесительной камерой, в которой интенсивно перемешивается сырье. В оборудовании для напыления, пенополиуретан в распылительный пистолет подается под давлением. Также, не маловажно, чтоб оборудование для напыления ППУ было оснащено функцией регулировки скорости. Таким образом, вы сможете регулировать интенсивность нанесения теполизоляционного материала на утепляемую поверхность. Для того, чтобы работа по наружному утеплению проводилась круглогодично, напылительная установка должна быть оснащена баков автоматического подогрева компонентов. А также необходима функция проточного подогрева сырья. Для напылительного оборудования свойственна небольшая производительность (1-3 кг/мин).
Главное отличие между этими двумя видами оборудования (для напыления и заливки) является то, что в заливочное оборудование имеет большие показатели производительности (от 10 кг/мин). Такие установки оснащены таймером, которые автоматически отключается при окончании заливки определенного количества. Такая функция поможет вам рационально использовать сырье и избегать браков в производстве. По некоторым данным, установка оснащенная таймером позволяет сэкономить до 40% потребляемого сырья.
Изготовление изделий из жесткого пенополиуретана
 При помощи пресс-форм из жесткого пенополиуретана изготовляют теплоизоляционные скорлупу и панели. Используя полуцилиндрическую пресс-форму, получают утеплитель в виде скорлупы. Для этого в пресс-форму заливают необходимое количество ПУ смеси и закрывают форму. После закрытия, в форме происходят химические реакции, благодаря которым пенополиуретан вспенивается, распределяется по форме и отвердевает. Через некоторое время форму открывают и достают готовый элемент. Подобная схема работы соблюдается во всех видах пресс-форм. Более инновационными и дорогими являются установки смешанного типа. То есть одна установка может использоваться и при заливочном методе рабы и при распылительном.
При помощи пресс-форм из жесткого пенополиуретана изготовляют теплоизоляционные скорлупу и панели. Используя полуцилиндрическую пресс-форму, получают утеплитель в виде скорлупы. Для этого в пресс-форму заливают необходимое количество ПУ смеси и закрывают форму. После закрытия, в форме происходят химические реакции, благодаря которым пенополиуретан вспенивается, распределяется по форме и отвердевает. Через некоторое время форму открывают и достают готовый элемент. Подобная схема работы соблюдается во всех видах пресс-форм. Более инновационными и дорогими являются установки смешанного типа. То есть одна установка может использоваться и при заливочном методе рабы и при распылительном.
Так как полиуретан производят трёх видов, то и компоненты используют соответственно трёх видов. Эти специальные компоненты рознятся между собою такими характеристиками как время начала вспенивания и плотность.
Пенополиуретан первого вида (жесткий) получают как методом заливки, так и методом напыления. Компоненты для напылительного метода образования готового изделия используют с моментальным вспениванием и с таким же затвердением. Для заливки жесткого вида используют компоненты с иными показателями. Благодаря этому, компоненты дольше находятся в жидком состоянии и равномерно заполняет форму. Время старта у таких компонентов приближенно к 1-1,5 минуты, в тоже время у быстро «стартующих» компонентов это время становит 3-7 секунд.
Для получения интегрального ППУ необходимо соединять между собою до 8 разных компонентов. При этом необходимо строго додерживаться пропорций. Ведь изготовление интегрального вида наиболее сложно, и малейшая погрешность в пропорциях и температуре приводит браку и порче материала.
Рынки сбыта готовой продукции
 В первую очередь это строительная сфера. Вы сможете осуществлять внешние утеплительные работы зданий. Например, утеплить ангар в форме арки лучше всего способом напыления. Также Вашими услугами могут воспользоваться те люди, которые решили использовать его в качестве между стенного наполнителя. Если сравнить теплоизоляционные свойства с кирпичем, то 4 см такого утеплителя равны 76 см кирпича. Еще одним потребителем Ваших услуг могут стать автомобилисты, ведь это надежный шумоизолирующий не токсичный материал.
В первую очередь это строительная сфера. Вы сможете осуществлять внешние утеплительные работы зданий. Например, утеплить ангар в форме арки лучше всего способом напыления. Также Вашими услугами могут воспользоваться те люди, которые решили использовать его в качестве между стенного наполнителя. Если сравнить теплоизоляционные свойства с кирпичем, то 4 см такого утеплителя равны 76 см кирпича. Еще одним потребителем Ваших услуг могут стать автомобилисты, ведь это надежный шумоизолирующий не токсичный материал.
Методом заливки можно производить различные декоративные элементы, которые пользуются в наше время большим спросом. Их можно отдавать на реализацию в различные строительные магазины, или реализовывать самому.
Как видите, область работ с данным материалом довольно широка. Вам требуется лишь приобрести необходимое оборудование и позаботится о рекламе.
Имея оборудования по заливке можно производить и эластичный ППУ (поролон). А его сфера сбыта еще больше (игрушечная промышленность, мебельная промышленность и многое другое). Но об этом мы поговорим в следующей нашей статье.
Производство пенополиуретана требует соблюдения всех правил безопасности
 Процесс изготовления из ППУ является опасным видом работ. Ведь сырье для производства может вызывать раздражение кожи и слизистых оболочек. При напылении в воздухе образовывается осадок с компонентов, который оседая на одежду и находящиеся по близи автомобили или прочее предметы, можно удалить лишь механическим путём. Именно поэтому, человек, который непосредственно работает с напылением или заливкой пенополиуретана обязан быть в защитном костюме, респираторной маске и очках. Существует несколько правил при работе с напылением:
Процесс изготовления из ППУ является опасным видом работ. Ведь сырье для производства может вызывать раздражение кожи и слизистых оболочек. При напылении в воздухе образовывается осадок с компонентов, который оседая на одежду и находящиеся по близи автомобили или прочее предметы, можно удалить лишь механическим путём. Именно поэтому, человек, который непосредственно работает с напылением или заливкой пенополиуретана обязан быть в защитном костюме, респираторной маске и очках. Существует несколько правил при работе с напылением:
- запрещается производить напыление пенополиуретаном в закрытом помещении, при условии нахождения в нём людей в не защищенных костюмах, а так же при присутствии животных;
- при напылении ППУ необходимо убедится, что по близи нет очагов открытого огня;
- запрещено сжигать остатки компонентов и смеси;
- рабочий персонал должен быть защищен специальной одеждой, маской и очками.
Выливать остатки смешанных компонентов в канализационные сливы запрещено. Все не переработанные пенополиуретановые компоненты необходимо отправлять на утилизацию на специализированные свалки. Если же всё-таки на производстве произошел, вытек ядовитых веществ, лужу необходимо присыпать деревянными опилками. Ну а после того как пенополиуретан полностью застынет, он становится безопасным для человека и для окружающей среды.
Помещение, которое оборудовано под заливку пенополиуретана, должны иметь отличную вентиляционную систему. Ведь при производстве ППУ выделяются некоторые токсические элементы, которые при контакте с воздухом расщепляются на безопасные. Само по себе производство не наносит вреда окружающей среде при соблюдений всех правил безопасности.
Дополнительная информация о пенополиуретане
 Структура пенополиуретана однородная, которая на 85-90% состоит из воздушных пузырьков. Пенополиуретан имеет низкий уровень теплопроводности и водопоглащения. По данным многократных исследований, был доказан факт о безопасности данного материала. Его делят на три основных вида:
Структура пенополиуретана однородная, которая на 85-90% состоит из воздушных пузырьков. Пенополиуретан имеет низкий уровень теплопроводности и водопоглащения. По данным многократных исследований, был доказан факт о безопасности данного материала. Его делят на три основных вида:
- Жесткий.
- Эластичный.
- Интегральный.
Первый вид отличается большой плотностью (от 32 до 300 Кг/м3). Несмотря на такую плотную структуру, он все-таки остается легким материалом. Данный вид используют для звуко и теплоизоляции.
Второй вид (эластичный) это поролон обладает большой эластичностью и воздухопроницаемостью. Эти два названия имеют одно значение. Название поролон пришло к нам еще с советских времен, ведь в СССР на продаже в основном был эластичный пенополиуретан фирмы Porolon. Его используют практически в любой сфере жизнедеятельности человека (медицина, производство игрушек, мебельная отрасль промышленности и многое другое.).
Интегральный тип можно встретить в любом автомобиле. Его используют и для шумоизоляции, и в качестве набивки в автокресло, и для подлокотников и прочих полужестких элементов современного автомобиля.
Пенополиуретан был открыт группой учённых во главе с Отто Байером в 1937 году. А массовое производство данного материала началось в 1944 году в Германии. В СССР производство началось лишь в 80 годах прошлого столетия. В наши дни не забыли о производстве этого ценного материала, и сейчас эта отрасль становится всё более актуальной в РФ. Ведь ППУ применяется в любой сфере. Исходя из этого, данный материал является одним из наиболее необходимых материалов на любом производстве.
Литьё полиуретана. Советы по литью
Привет всем, кто читает этот пост.
Прошлый оказался достаточно популярен, но также и непонятен — что и как.
Решил сделать небольшую инструкцию по литью полиуретана, на основе собственного опыта.
Итак, что нам понадобиться для литья:
-Литьевой полиуретан (2 компонента, у меня это — Адваформ40)
-Разделительный состав
-Емкость для смешивания, желательно из полиэтилена.
-Лопатка для размешивания компонентов. Лопатка намного лучше палочек, ручек, карандашей.
-Весы кухонные, либо другие, главное чтобы дискретность была не хуже 1гр.
-Форма для заливки, либо изделие для создания формы.
Рекомендуется, но можно и без этого:
-Камера для дегазации.
-Печь для ускорения и достижения полноты полимеризации изделия. (С возможностью уставки температуры 80-90 градусов Цельсия).
Т.к. я заливал только в отпечатанные формы для литья, то и говорить буду про это.
Я не копировал готовые изделия, заливая их полиуретаном, ХОТЯ, это может дать бОльшую точность, т.к. можно распечатать изделие, обработать его — вывести в размер, обработать ацетоном и и.д.
Порядок работы:
-Изготавливаем форму для литья.
Что важно учитывать? Учитывать надо размеры, качество поверхности, которое хотите получить, расположение выпоров — места заливания и выхода воздуха.
Выпоры должны быть широкими, минимум 6мм в диаметре, т.к. материал имеет большое поверхностное натяжение и плохо протекает через маленькие отверстия (поправьте, если ерунду говорю). Соответственно и воздух из формы будет плохо выходить.
На данном фото видно размер отверстия:
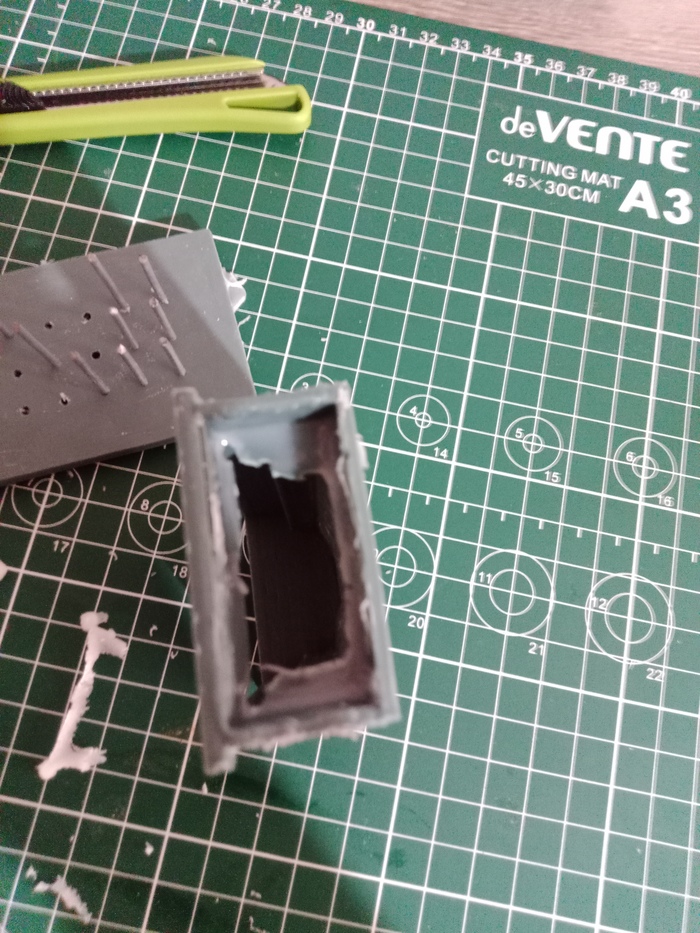
Изначально здесь было несколько маленьких отверстий и все было достаточно печально — смесь долго заливалась, воздух плохо выходил. Я его расширил и стало значительно лучше. Излишек потом с формы просто отрезаю ножом. Эта поверхность у меня нерабочая.
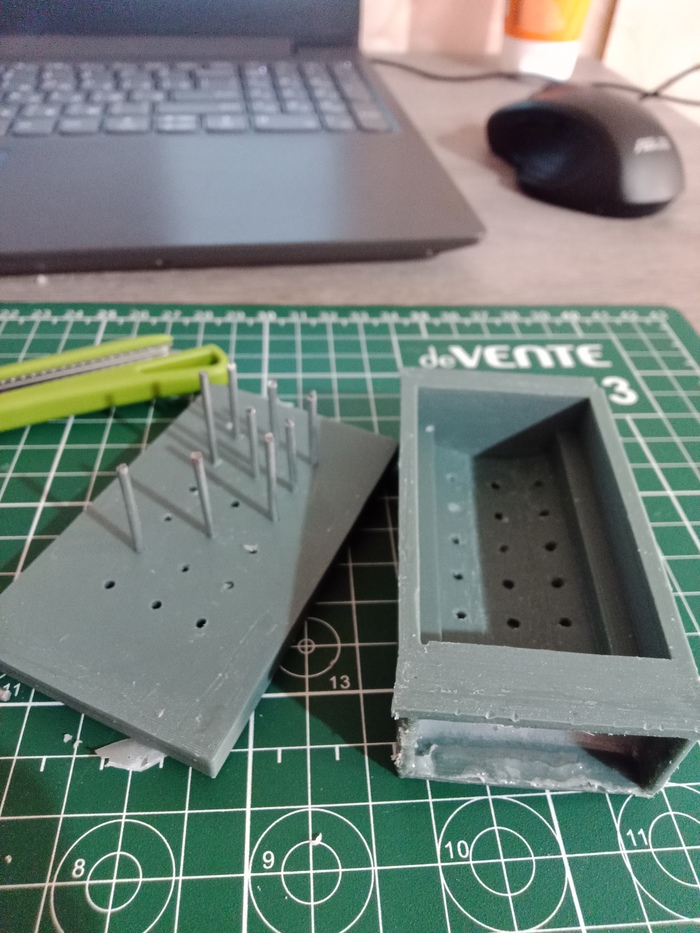
Качество поверхности. Как мы знаем при печати на стекле, нижняя поверхность получается идеальной. Я использовал это, т.к. одна из плоскостей изделия должна быть максимально ровной. Распечатал и использовал нижнюю плоскость при заливке, здесь видно:
— Приготовление полиуретана, замешивание:
Надеваем перчатки, очки и респиратор с угольным фильтром(!).
Открываем окна в квартире, ну или лучше на открытом воздухе. Дышать испарениями компонентов — не нужно, не стоит оно того. Может начать болеть голова и тошнить, что там дальше по последствиям — не знаю.
Замеряем объем заливаемого изделия — водой, на глаз, программно — способов много, но 5-10% запаса даём конечно.
Берем весы, сначала отмеряем компонент А (белая жидкость), затем компонент Б (прозрачная жидкость). Если в другом порядке их смешивать, то очень сложно размешать, т.к. компонент Б более вязкий и клейкий и со стенок и дна плохо убирается. Адваформ 40 замешивается в пропорции 1:1 по весу. Размешивать надо очень тщательно, не забываем про стенки и дно ёмкости, иначе потом получатся «волдыри» в форме, которые не застынут никогда. Либо вся форма нормально не застыет — было у меня такое.
-Замешали, дегазируем.
Я «дегазирую» не так как нужно, конечно. Просто избавляюсь от больших пузырей. Нет насоса вакуумного, а шприцем большого разряжения не создашь. Но для моих целей этого хватает.
Сначала в ёмкости, где замешивал.
Запас по объему должен быть не менее 2.5 раз для «пены». Пример:
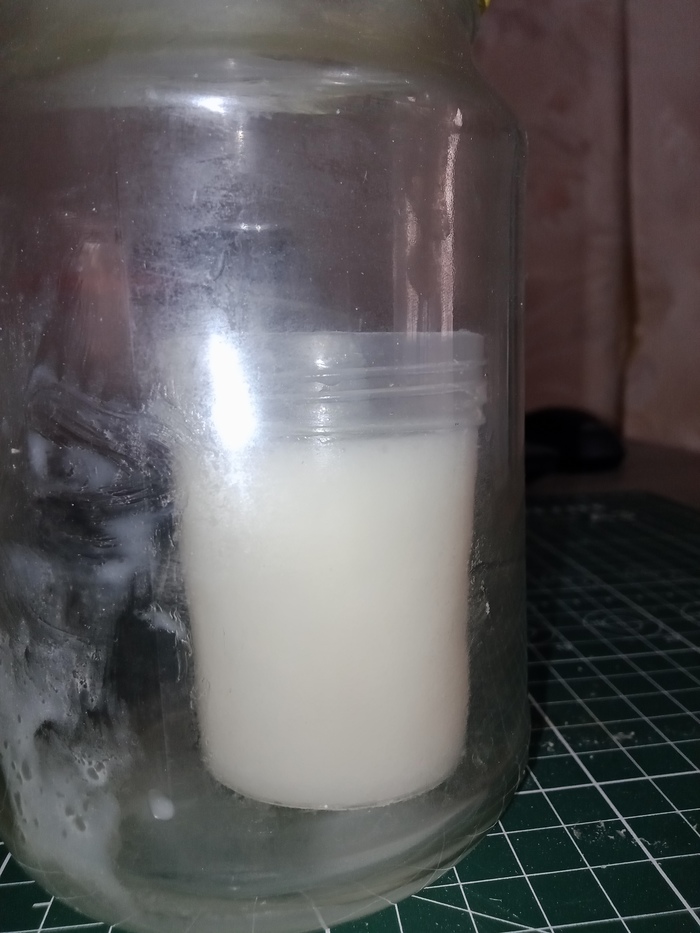
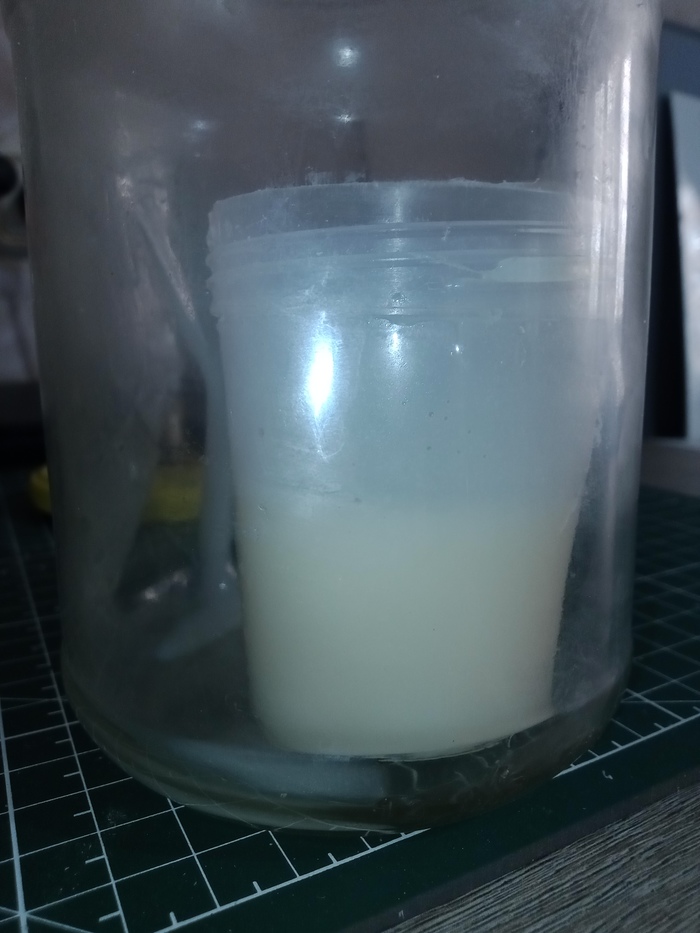
На первом фото в «вакууме». Второе при атмосферном давлении.
-Заливаем состав в форму
Тут все просто — побрызгали форму разделительным составом, моем случае — восковый разделитель. Подождали пока высохнет воск и заливаем.
После заливки в форму я тоже «дегазирую», чтобы выгнать крупные пузыри, возникшие при заливке.
-Дематрицирование — выемка из формы изделия.
Время, необходимое для полного затвердения состава — набора заявленной твердости и прочности при комнатной температуре — более 3 суток (есть суточная и 3суточная отливки, твердость очень разная, хотя поначалу и та была мягкой).
Время от заливки до выемки из формы не менее 6 часов при комнатной температуре.
Можно ли ускорить? Конечно. Я вынимаю полиуретан из формы через 4 часа, если «запекать» при 80градусах Цельсия (может можно и раньше, не пробовал). При этом изделие уже достаточно прочное, НО очень мягкое — что только упрощает процесс извлечения из формы. Затем можно ещё «запекать» до набора полной прочности, я так не делал. ХОТЯ полностью прочность изделие при комнатной температуре не наберёт. Мне в комментариях писали, что сутки при 90градусах хватает, думаю суток даже много, но это надо проверять.
Мелкий нюанс:
-Не торопитесь мыть форму, где замешивали состав, отмывается он очень плохо. Дайте ему застыть и потом просто отдерете от ёмкости.
Пишите в комментариях, что не учел, как лучше и вообще мнение о материале и статье.
Так же хотел бы узнать где ещё применить этот материал в быту и не только.
Я сам, как видите, только начал работу с этим материалом и в интернете немного дельной информации по нему. Да, снимают про сайлентблоки на Ютубе, да про литьевые формы.
Литьевой полиуретан
Изделия из литьевого полиуретана нашли широкое применение при производстве скребков, амортизаторов, штамповочных пластин, листов для футеровки емкостей (течек, желобов, бункеров), заготовок для изготовления несложных деталей, например прокладок. С помощью литья производятся манжеты, втулки и опоры. На железнодорожном транспорте применяются полиуретановые уплотнения для пневматических и гидравлических амортизаторов.
Большинство деталей из литьевого полиуретан используются автомобилестроение – это элементы подвески, подшипники скольжения, самосмазывающиеся уплотнения.
Полиуретан имеет такие показатели, как:
- работа в широком диапазоне рабочих температур;
- стойкость к налипанию;
- высокая абразивная стойкость;
- диэлектрические свойства;
- эластичность и ударостойкость;
- имеет хорошую механическую память;
- устойчивость к агрессивным средам (морская вода, щелочная и кислотная среда, маслобензостойкость).
Литьевой полиуретан изготавливается при помощи взаимодействия соединений, которые содержат изоцианатные группы с полифункциональными и бифункциональными
гидроксилсодержащими производными. Изменение свойств полиуретана с вязкого до твердого состояния, предоставляет хорошую устойчивость к воздействию органических и минеральных масел, кислоты, окислителей, бензина.
Для производства пластмассовых изделий, применяется литье полиуретана по технологии вакуумной формы.
Свободное литье полиуретана в форму
Литье жидкого полиуретана в специальную форму позволяет изготавливать изделия и детали с любыми геометрическими параметрами и высокой сложности. Вес готового изделия может быть не более 500 кг. Основой технологии является высокоточное дозирование компонентов смеси и постоянный мониторинг давления и температуры в течение всего процесса. Все это достигается при использовании программного управления. Свободное литье применяется для производства небольшой серии изделий. Преимущество такой технологии: невысокая стоимость изделия и небольшие затраты времени.
Ротационное литье
Гуммирование полиуретаном или ротационное литье позволяет наносить покрытия на валы диаметром до 2-х метров и длиной до 8-ми метров. Использование технологии ротационного литья не требует дополнительной оснастки, что существенно сокращает время выполнения работы. Ротационное литье – это комбинация полиуретановых систем для покрытия любых деталей цилиндрической формы и валов. При этом не применяется отливочная форма. При таком способе полиуретановые системы подаются через специальные дозирующие устройства непосредственно на вращающийся цилиндр или вал. Весь процесс обходиться без повышения температуры, что позволяет не нагревать металлический сердечник. Преимущество этого метода заключается в малоотходности, малой энергоемкости и легкости подстроиться под требования заказчика. В процессе применяется дозатор подачи смеси и токарный станок или другое вращающее устройство. Весь процесс управляется компьютером, который контролирует скорость подачи жидкой смеси, скорость вращения барабана, высоту и угол подачи.
Необходимая толщина достигается многократным проходом дозирующей смеси вдоль поверхности вала.
Литье под давлением
Технология способа литья под высоким давлением отличается от свободного литья, тем, что может быть использована в случае производства больших партий изделий, так как позволяет существенно ускорить процесс. Материалы представляют собой компаунды с наполнителями
или с добавками.
Преимущество литьевого полиуретана заключается в возможности использования деталей по прямому назначению и в быстром производстве оснастки. Литьевой полиуретан используют для производства шестерен, деталей для транспорта, различных валов, вибростойких деталей, отбойных молотков и других изделий для автомобильной, авиационной, горнодобывающей, строительной, полиграфической отрасли промышленности, для машиностроения.
Для улучшения механических характеристик применяются армирование с помощью различных тканей: сетками, бронежилетной ткани и другими.
Литьевой полиуретан может заменить резину, благодаря кислотостойкости, маслобензостойкости, износостойкости, высоким диэлектрическим свойствам, а так же возможно работы при широком диапазоне температуры и высоких давлениях.
Мелкосерийное производство, доступное каждому
Многие из тех, кто пользуется 3D-принтером не раз сталкивались с необходимостью производства партии моделей в сжатые сроки и потребностью получения изделия с более прочностными характеристиками.
К сожалению, 3D-принтер далеко не всегда способен воспроизвести поставленную задачу, но он является лучшим претендентом на создание, так называемой модели-образца. В дальнейшем, на помощь в решении данного вопроса приходят материалы компании «Smooth-On», самого популярного, пожалуй, производителя материалов холодного отвержения.
В данной статье рассмотрены самые распространенные силиконы, полиуретаны и добавки. Так же коснемся процесса создания форм, нахождения им применений и, самостоятельно произведем силиконовую форму и модель.
Обзор процесса
Последовательность процесса создания изделия методом литья зачастую одинаков: создается модель, с помощью которой воспроизводиться силиконовая форма, заполняется материалом, на выходе мы получаем готовое изделие. Однако, в зависимости от сложности модели, требуемых свойств, любой из этапов может значительно меняться.
Уделим отельное внимание процессу подготовки моделей, напечатанных на 3D-принтере. Организация «Smooth-On» обращает свое внимание на данную технологию и выпустила специализированный лак «XTC-3D». Данное вещество заметно сглаживает видимые огрехи, слои.
Данный способ является самым простым, при изготовлении. Модель помещается в специальную герметичную емкость из обычного оргстекла, пластика или другого материала, называемого опалубкой, плотно фиксируется, затем заливается силиконом. Данный способ применяется для создания простых моделей, рельефов и сувенирной и прочей продукции.
- Разрезная форма
- Разрезная форма
Данный метод схож с предыдущим, различие заключается лишь в том, что форма в дальнейшем разрезается, для облегчения съема. При изготовлении, модель закрепляют в подвешенном состоянии с помощью нити, проволоки или закрепляется на тонкой опоре. Такой метод отливки предназначен для создания более сложной геометрической формы технического изделия.
- Двухсоставная форма
Данный способ заключается в помещении детали на глиняную или пластилиновую основу, делящую форму пополам. На основе имеются специальные замки, обеспечивающие совмещение двух форм. Вокруг собирается опалубка и герметизируется клеем или пластилином. После этого форма переворачивается, происходит очищение глины или пластилина, происходит покрытие силикона разделительным составом и заливка второй половины формы.
- Метод в намазку
Данный способ изготовления является самым сложным. Его отличие от предыдущих состоит в том, что модель размещают на глиняную или пластилиновую основу, которая разделяет форму пополам.
В основании размещают специальные замки, которые в дальнейшем обеспечивают точное совмещение двух форм и исключает смещение. Вокруг основы собирают опалубку, герметизируют горячим клеем или пластилином, после чего, в нее заливается первая половина формы. После того как силикон затвердеет, форму необходимо перевернуть, остатки глины или пластилина счистить, а сам силикон покрыть специальным разделительным составом, только после этого заливают вторую половину формы.
Методы заливки пластиков
Данный метод создает так называемую «чулочную» форму и это происходит, когда силикон в точности повторяет форму объекта и имеет толщину от 3 мм до нескольких сантиметров. При создании формы «в намазку» требуется достаточно вязкий, не стекающий силикон. Для удобной работы рекомендуется использовать «тиксотропный» силикон, или обычный, но с добавлением загустителя.
Материал необходимо наносить кистью или шпателем в несколько слоев. Так же нужно чередовать вязкость и скорость отвердевания, это необходимо для того, чтобы форма была максимально детализирована и прочна. После того, как мы закончили изготовление слоев, приступаем к созданию жесткой внешней оболочки, задача которой будет заключаться в том, чтобы держать форму.
Методы заливки пластиков
Самым простым способом заливки является обычная заливка пластика в форму, он используется для домашнего изготовления, с его помощью, достаточно просто можно достичь необходимого качества. По мере необходимости, можно использовать установку высокого давления, что само собой, подразумевает полное удаление пузырьков воздуха.
При таком процессе изготовления, форма помещается в камеру с повышенным давлением (до 4 атмосфер). Форму необходимо оставить в камере до полного затвердевания.
Опишем еще один метод, так называемая заливка «в обкатку». Ее используют при создании полых изделий. В форму заливается пластик (примерно 10% от общего объема), при этом необходимо закрыть все отверстия, через которые производилось заполнение, так как далее следует вращение формы во всех плоскостях (вручную или автоматизировано). Во время вращения пластик равномерно распространяется по стенкам формы и застывает.
Обзор силиконов
- Силикон серии «Mold Star» 15, 16, 30
Данный вид силикона создан на основе платины. Застывание происходит при комнатной температуре, при этом образуется прочная, гибкая и детализированная форма. Материал этой серии предназначен для литья силикона, полиуретана, смол и полиэстера. Химически чувствителен и не способен работать с латексом, серой и подобными соединениями. Цифра в названии соответствует твердости по шкале «Шор А». Сам материал является двухкомпонентным, а его части смешивают в соотношении 1:1. Предназначен для создания форм методом «сплошной заливки».
- «Rebound» 25, 40
Предназначен для создания форм методом «в намазку». Он имеет высокую степень вязкости, возможность модификации свойств с помощью загустителя и ускорителя, с последующим созданием качественной многослойной формы. Двухкомпонентный, смешивается в соотношении 1:1.
- Силикон серии «Equinox» 35, 38, 40
Силиконовая паста с коротким временем жизни: 1, 4 и 30 минут. Служит исключительно для ручного смешивания. Крайне прочна и долговечна в использовании. В твердом состоянии безопасна для заливки шоколада, карамели и других ингридиентов.
- Силикон серии «SortaClear» 18, 37, 40
Полупрозрачный силикон. Его особенность, (оптическая прозрачность), используется в основном при создания сложных форм — силикон отлично просматривается, что позволяет сделать разрез более точным. Как и серия «Equinox», является безопасным при контакте с пищевыми продуктами.
Отметим существование специальных силиконовых добавок, обладающих самыми разными эффектами, к примеру: Accel-T и Plat-Cat являются ускорителями отверждения, Slo-jo — увеличивает время жизни силикона, Thi-Vex отвечает за увеличение вязкости силикона и позволяет наносить его на модель кистью или шпателем, Silc-Pig — концентрированные пигменты для окрашивания.
Обзор полиуретанов
- Серия «Smooth-Cast»
Данная серия является основной для создания конечного изделия. Серия включает в себя около 10 наименований разных пластиков с свойствами, позволяющими выбрать необходимый именно для вашего проекта материал. В качестве примера рассмотрим «Smooth-Cast 300», обладателя короткого времени жизни в 3 минуты и временем отверждения в 10 минут, это позволяет быстро воспроизвести большие партии деталей. «Smooth-Cast 305», схож с вышеописанным образцом, различие лишь во времени жизни, оно составляет 7 минут. С увеличением времени жизни можно получить более качественное изделие, за счет дегазации смешанных компонентов. Рассмотрим «ONYX», он обладает глубоким черным цветом, достичь которого с помощью красителя нельзя. «65D ROTO» служит для создания полой модели, с помощью метода «в обкатку», незаменим для точного воспроизведения цвета, застывает без усадки и с максимальной точность копирует изделие.
- Силикон серии «TASK»
Серия специального назначения. Разработана для применения в промышленности и обладает специфическими свойствами для конкретных задач.
Для наглядного примера мы перечислим фильтры по сферам применения:
Smooth-Sil 940, серия Sorta Clear, серия Equinox, TASK 11.
• Архитектурные, заливка бетона и других абразивных материалов:
Серия VytaFlex, серия Brush-On, серия Ez-Spray, серия PMC.
• Медицинские: симуляция тканей и органов
Серия Dragon Skin, с добавками Slacker, Ecoflex 0030, Ecoflex Gel, Body Double.
Практически любые полиуретаны и силиконы, в зависимости от задач и требований. Серии Mold Max, Mold Star, Smooth-Cast, TASK.
• Спецэффекты и грим:
Skin Tite, Body Double, Dragon Skin, Alja-Safe, Ecoflex, Soma Foama, Rubber Glass, Encapso K.
Необходимо отметить, что это деление условное, и не полно представляет широкий ассортимент компании Smooth-On
Обзор процесса
Рассмотрим материалы и оборудование, которое можно применить в домашних условиях. Попробуем создать самую сложную, двухсоставную форму.
• Платиновый силикон Mold Star 30
• Лак для 3D-моделей XTC-3D
• Упаковка виниловых перчаток
• одноразовые пластиковые стаканчики
• Емкость для смешивания
• Материал для опалубки (пластиковые панели)
• Несколько малярных кистей
Моделью нам послужит довольно распространенное изделие – болт, напечатанный на 3D принтере.
Мы создали его черным PLA пластиком на Picaso 3D Designer с толщиной слоя в 100 микрон.
Затем делаем обработку, чтобы отлитая модель не переняла слоистость напечатанного объекта. Болт обрабатывается лаком XTC-3D, затем шкурится для получения гладкой поверхности
Наша модель готова к заливке, для этого помещаем ее на глиняную основу, погружая ее на половину так, чтобы начать процесс выравнивания глины.
Край должен быть ровным, прилегать к модели, необходимо убрать лишнюю глину, заключить модель в опалубку.
Стыки пластика необходимо обработать клеем и закрыть опалубку, делаем в ней выемки для замков.
Переходим к процессу заливки силикона. Так как двухкомпонентный силикон и полиуретан склонны к разделению на фракции, перед каждым использованием следует производить тщательное перемешивание, затем отмеряем одинаковое количество двух компонентов по объему и приступаем к процессу смешивания.
К счастью, для данной марки силикона дегазация в камере не обязательна, что значительно упрощает процесс производства.
Заливаем силикон в опалубку, оставляем застыть на 6 часов, по истечению которых, освобождаем модуль от опалубки и убираем глину, очищая ее от остатков.
Теперь необходимо смазать силикон разделительным составом, при его отсутствии мы можем воспользоваться простым вазелином.
Далее повторяем процесс, заливая вторую половину формы.
Спустя шесть часов наша форма готова. Используя лезвие, необходимо аккуратно разъединить половинки, вынуть деталь.
И так, теперь все готово для заливки полиуретана. Соединяем две половинки формы, элементы опалубки используем для жесткости, скрепить можно скотчем или резинками.
Необходимо перемешать оба компонента, встряхивать их на протяжении 5-10 минут, после чего дать отстояться. Далее так же как и с силиконом: отмерить равное количество по объему и смешать их. После того как вы произвели смешивание, действовать нужно быстро, так как время жизни составляет всего 3 минуты, по истечению которых произойдет схватывание пластика.
Заключение
В заключение хочется отметить, что поистине большие возможности использования материала «Smooth-On» открываются в совокупности с 3D-печатью.
Теперь Вы можете получать изделия из большего количества материалов с разными свойствами, не ограничиваясь исключительно PLA и ABS. Стоить отметить, что мелкосерийное производство становится доступным: для этого необходимо распечатать 1 экземпляр и, обработав его, Вы сможете в сжатые сроки создать требуемое количество копий в домашних условиях. Для достижения отличного результата вовсе не обязательно использовать дорогостоящее оборудование.
Литье полиуретанов

Изготовление деталей путем смешивания и заливки компонентов «А» и «Б» при помощи установок высокого или низкого давления.
- Описание
- Проекты
- Оборудование
Литье пенополиуретана в формы
Метод заливки заключается в смешивании двух компонентов полиуретановой системы и последующего дозирования полученной жидкой смеси в форму либо в полость при помощи установки высокого или низкого давления.
Вспененный полиуретан — это жесткая неплавкая термореактивная пластмасса с ярко выраженной ячеистой структурой. От 3 до 15% от его объема занимает твердая основа, образующая жесткий каркас из ребер и стенок. Эта кристаллическая структура придает материалу механическую прочность. Остальной объем занимают полости и поры, заполненные воздухом или газом (фторхлорметаном) с чрезвычайно низкой теплопроводностью, причем доля замкнутых пор достигает 95%.
Пенополиуретан образуется так же путем перемешивания двух жидких компонентов, а именно: компонента «А» (полиол) и компонента «Б» (дифенилметандиизоционат). В результате образуется реактивная смесь, которая вспенивается под воздействием выделяющегося тепла. В конце реакционной фазы пена начинает застывать. Нанесение смеси осуществляется методом заливки ППУ или напыления.
Свойства готовой продукции (плотность, твердость, горючесть и т.д.) в основном определяются маркой компонента «А». Так же от компонента «А» зависят параметры протекания реакции: либо моментальное вспенивание и отверждение (напыление), либо плавное растекание, увеличение в объеме и медленное отверждение (заливка).
Группы и свойства пенополиуретана
Эластичные пенополиуретаны — ни что иное, как общеизвестный поролон и его виды, без которых не представляется возможным изготовление современной мебели, автомобильных сидений, да и просто детских игрушек.
Интегральные пенополиуретаны — это и удобное рулевое колесо, и панель приборов, и обивка дверей любимого автомобиля, независимо от того «Мерседес» это или «Лада».
Жесткие пенополиуретаны — ячеистые пластмассы с очень широкой гаммой характеристик, позволяющих получать материалы от «рыхлых пен» (таких, как герметик «Макрофлекс»), до прочнейших конструкционных пластмасс (таких, как бамперы автомобиля).
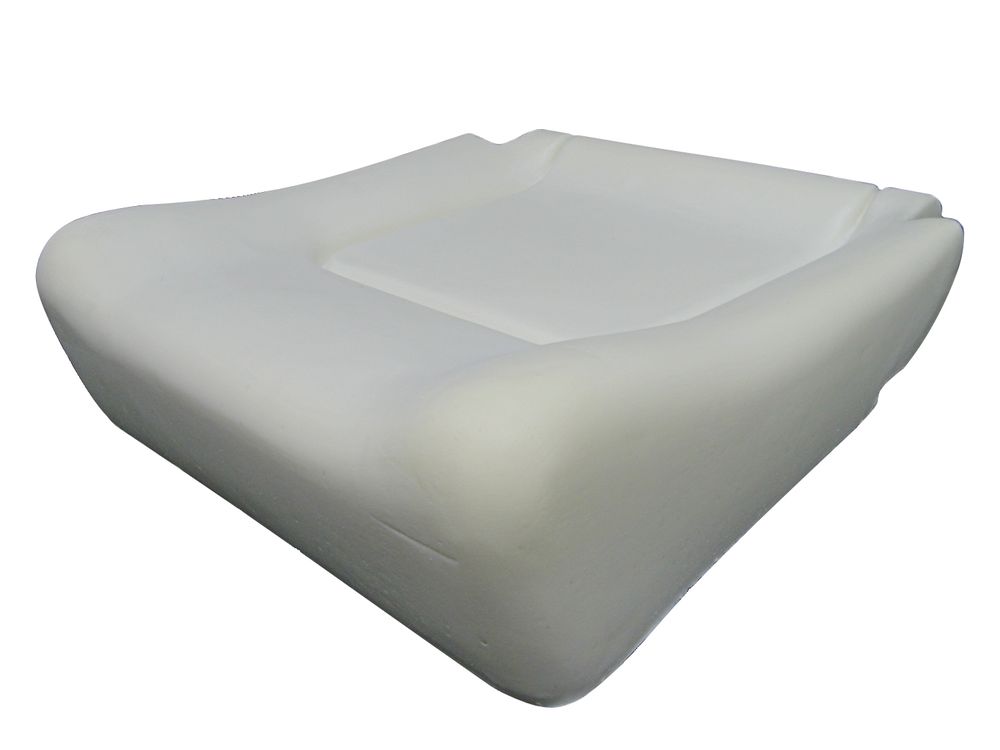
Изделия из мягкого эластичного пенополиуретана применяются в мебельной, автомобильной и медицинской промышленности (диваны, кресла). Также используются и при производстве спортивного инвентаря (тренажеры, снаряды и т.п.). Для изготовления мебели и матрацев используются марки ППУ, имеющие открытую пористую структуру, обладающие упругостью и восстанавливаемостью.
Для сложных и объемных мягких элементов мебели применяются детали из формованного ППУ, изготавливаемые в индивидуальных пресс-формах с высокой точностью и не требующие после этого доработки.

Пенополиуретан интегральный обладает особой структурой, напоминающей апельсин, у которого сверху имеется плотная корка, а внутри — сочная мякоть. Так и этот вид полиуретана имеет внутри вспененную эластичную структуру, а снаружи при заливке образуется более твердая корка, так называемый интегральный слой (1,5 — 5 мм). Такое гибридное строение возникает при смешивании 5-10 компонентов, задающих сочетание характеристик эластичных и жестких ППУ. Фактура верхнего слоя задается рельефом формы и не требует дополнительной обработки. Так получают поверхности с имитацией дерева, тиснения по коже, либо просто матовую и блестящую поверхности. Изделия из интегральных пенополиуретанов могут быть дополнены армирующими или закладными элементами из различных материалов.

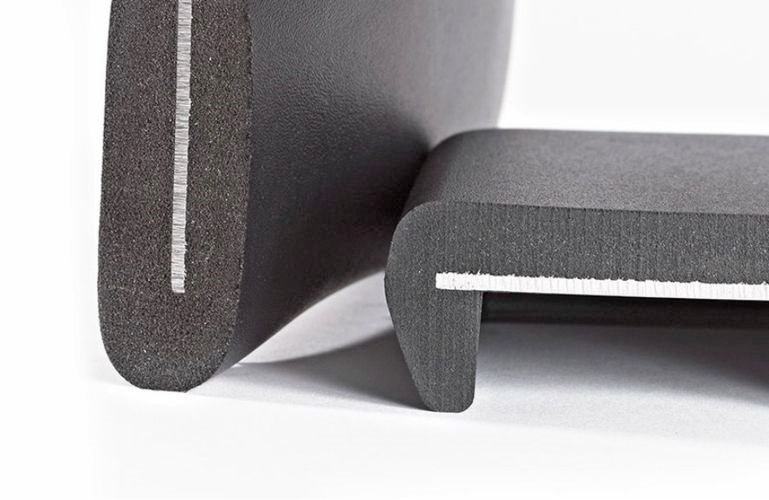
В сфере строительства жёсткие пенополиуретаны завоёвывают всё более прочные позиции благодаря своим уникальным возможностям в области теплоизоляции, гидроизоляции, способностям к антикоррозийной и акустической защите практически любых строительных объектов, высокой технологичности переработки, длительному сроку службы (не менее 20 лет). Жесткие пенополиуретаны, применяемые в строительстве, отличаются высокими теплоизоляционными свойствами, широким интервалом рабочих температур, высокой удельной прочностью, малой водопроницаемостью, широкими технологическими возможностями получения, стойкостью к коррозии, воздействию атмосферных факторов, химических сред, радиации.
В качестве материала с самыми высокими теплоизоляционными показателями он повсеместно применяется в качестве утеплителя кровли (внутренней или наружной), промерзающих стен, холодных ангаров, трубопроводов. Высокая адгезия пенополиуретана к любым строительным материалам позволяет обходиться без крепежных элементов при выполнении работ.
Кроме использования в качестве изоляции, пенополиуретан является удобным материалом для отделки дома. Для дизайна интерьеров и фасадов изготавливается декор из пенополиуретана. Изделия могут быть габаритными, но при этом легкими, соответственно не следует волноваться о дополнительной нагрузке декора на стены и потолки, в отличии, например, от гипсового декора. Установка декоративных элементов проста и отличается быстротой и чистотой.


Важное свойство пенополиуретана — звукопоглощение, которое определяется степенью поглощения звуковой волны частицами воздуха внутри ячеек, а также жесткостью ячеистого каркаса и частотой возбужденных колебаний. В этом отношении лучшими свойствами обладают пенополиуретаны малой плотности. Экспериментально установлено, что наибольшее шумопоглощение обеспечивают полуэластичные пенополиуретаны.
Основные требования к формам для заливки варьируются в зависимости от серийности производства. Во всех случаях — это точное соответствие геометрических параметров формы параметрам требуемой детали, и высокие прочностные характеристики, так как пенополиуретан при расширении создаёт избыточное давление внутри формы (до 6 атмосфер).

Преимущества пенополиуретана
По сравнению с другими теплоизоляционными материалами пенополиуретан имеет особо благоприятное сочетание тепло-, влагоизоляционных свойств, самый низкий коэффициент теплопроводности высокие прочностные и термические характеристики
Пенополиуретаны находят разнообразное применение в различных сферах деятельности благодаря своим уникальным свойствам:
- низкий коэффициент теплопроводности в пределах;
- высокая тепло- и морозостойкость;
- устойчивость к действию микроорганизмов и агрессивных сред;
- стойкость к воздействию открытого пламени и теплового излучения;
- высокие гидроизолирующие свойства — до 95 % закрытых пор.
Пенополиуретан практически не насыщается влагой (влагопоглощение составит не более 1-3 % по объему), но в то же время «дышит», т.е. пропускает избыток влаги, содержащийся в воздухе помещений, в окружающую среду.
- не подвержен воздействию плесени;
- высокие прочностные характеристики;
- высокая адгезия к различным материалам;
- устойчив к старению, разложению и гниению;
- не является строительным материалом для гнезд грызунов.
Технология выполнения работ по производству формованных изделий из пенополиуретанов требует обеспеченности производственного участка специальной оснасткой, точного соблюдения технологических процессов, и наличия высококвалифицированного персонала.
Заливку ППУ изделий малыми сериями можно легко заказать в компании Фолипласт с доставкой в Москву, Санкт-Петербург, Казань, Самару, Новосибирск и другие города России. Конкретные цены на литье пенополиуретана можно узнать у наших сотрудников после расчета на основе ваших данных.
Сделайте заявку по телефону 8 (800) 302-13-41. Также вы можете оставить запрос в любой форме обратной связи на сайте.