Технология изготовления клееного бруса
Изготовление клеёного бруса

- Как делают на производстве?
- Чем можно склеить?
- Как сделать своими руками?
В процессе отделочных работ нередко используют клееный брус. Такой высокотехнологичный продукт можно приобрести в специализированных магазинах или сделать самостоятельно. Данный материал отличается лучшей устойчивостью к механическим воздействиям и нагрузкам. Сегодня мы поговорим о том, как изготовить такую клееную основу.


Как делают на производстве?
Клееный брус делают на производстве в несколько отдельных этапов. Технология изготовления включает в себя несколько стадий.
- Сортировка дерева. Прежде всего, отбирают наиболее подходящую древесину из всего ассортимента для дальнейшей обработки. Выбранный материал разделяют на отдельные группы в зависимости от типа, сорта, размера и других важных характеристик.
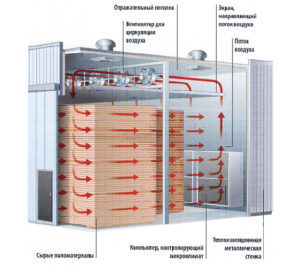
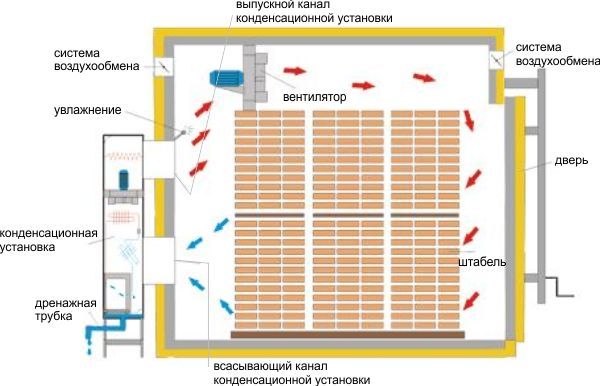
- Просушивание. На этом этапе производства отобранный материал размещают в специальных сушильных камерах, которые оснащаются особыми механизмами. В них пиломатериалы просушиваются до выставленных заранее значений.
- Формирование заготовок. Данная стадия объединяет два процесса: просушенный пиломатериал отправляется на специальные станки, где удаляются все неровности и прочие дефекты с поверхности, а также происходит нарезка древесины на ламели, которые впоследствии сращиваются по длине. Чаще всего это делается с использованием ЧПУ.
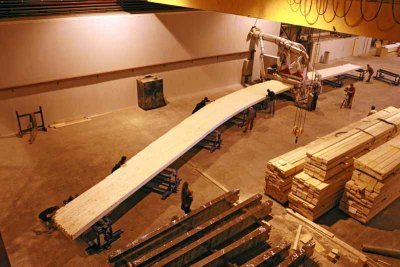
- Склеивание. Далее все полученные заготовки смазываются особым экологически чистым клеевым составом, затем поверхности присоединяются друг к другу, их прижимают при помощи мощной установки с прессом. Клей будет проникать во все поры пиломатериала, прочно скрепляя материал между собой.
- Профилирование. Заготовки бруса нарезаются по длине и тщательно строгаются. Позже они снова отправляются на станки, где в материале вырезаются необходимые замковые элементы.
- Упаковка. На заключительном этапе производства готовый клееный брус упаковывают, чтобы защитить его от загрязнений и возможных механических повреждений.



Чем можно склеить?
Для того чтобы соединить древесные поверхности между собой в процессе изготовления, можно использовать различные клеевые составы. Существует несколько наиболее популярных среди производителей смесей: полиуретановая, меламиновая, резорциновая, EPI. Клей следует подбирать, учитывая скорость высыхания, токсичность, расцветку. Качественный состав должен равномерно распределяться на деревянной поверхности, быстро отвердевать.
Помните, что в условиях повышенной влажности используется только полиуретановая масса.



Как сделать своими руками?
Клееный брус можно сделать и самому в домашних условиях. Для начала нужно подобрать подходящий для этого материал. Можно взять практически любую деревянную основу любой породы. Самым экономичным является хвойный вариант обрезного типа. Лучше всего подобрать уже готовые доски, чтобы не делать распил материала. Для формирования профилированного бруса рекомендуется использовать лиственные породы древесины с красивой и необычной текстурой. Можно также взять комбинированный материал с лицевой частью, сделанной из редкой породы дерева.
Когда основа будет подобрана, можно начинать изготавливать конструкцию. Наиболее эффективный результат сможет дать специальная сушильная камера. Но место для процедуры допустимо оборудовать и в гараже. Нередко влажный пиломатериал помещают под навесы либо в хозяйственные постройки. Сушка в естественном виде будет длиться несколько месяцев. Для сушки иногда используют и простой вентилятор или обогреватель. Но в любом случае помещение, в котором находится древесина, должно хорошо проветриваться.
Дерево лучше заранее огородить от воздействия ультрафиолетового излучения.



При сушке материал лучше укладывать в горизонтальном положении. По высоте ряды нужно разделить при помощи специальных прокладок одного размера. В качестве таких прокладок чаще всего берутся высушенные небольшие бруски, они должны быть уложены перпендикулярно слою. В процессе сушки необходимо регулярно проверять уровень влажности древесного материала. Когда он достигнет 10-13%, дерево можно будет использовать для дальнейшей обработки. Контроль за уровнем влажности лучше осуществлять при помощи влагомера.
Далее производится заготовка ламелей и подготовка конструкций к склеиванию. Для оборудования подходящего места для обработки понадобится строгальный аппарат, а также циркулярная пила. Сращивать дерево по технологии шип-паз не рекомендуется. При помощи строгального станка формируют ламели нужной формы, после этого создают торцевые части циркулярной пилой (припуск должен составлять 50 миллиметров). Затем проводится сортировка на внутренние и лицевые элементы.

Позже осуществляют сборку. Для того чтобы предотвратить возможное смещение деталей, можно воспользоваться специальными шпоночными соединениями. Место под шпонку формируют в центральной части. Профессионалы рекомендуют на лицевую часть укладывать материал с более четким природным рисунком. Далее можно приступить к склеиванию готовых частей. В домашних условиях допустимо воспользоваться любым подходящим клеем для дерева. Лучше отдать предпочтение экологичным составам.
Склеивание надо проводить при комнатной температуре в проветриваемом помещении. На один кубический метр должно приходиться примерно 10 литров клеевого состава. Ламели следует складывать в установленном порядке. Клеевой раствор лучше наносить специальной кистью. Толщина слоя не должна быть меньше 2-х миллиметров. Собранную полную конструкцию скрепляют с помощью струбцин винтового типа. Они должны располагаться на расстоянии 40-45 см друг от друга. Под крепежи лучше положить дополнительные прокладки, изготовленные из многослойной фанеры.


В инструкции к клею должен указываться период, в течение которого масса полностью сможет затвердеть. После проведения процесса склеивания при помощи строгального агрегата убираются все образовавшиеся излишки состава. Брусу еще раз придают заданные нужные размеры.
Для финишной чистовой обработки стоит использовать шлифовальную машинку либо наждачный материал. После этого проводится профилирование и заключительное торцевание готовых конструкций. Для нарезки профильных элементов преимущественно используется фрезерный станок. При наличии специальных насадок можно сформировать профиль даже самой сложной формы.
Пазы для самодельной конструкции можно выпиливать при помощи пилы. При проведении финишного торцевания образцам придают необходимые размеры, торцы обрабатывают с помощью шлифовальной машинки либо наждачного материала. Сделанный профилированный клееный брус в конце декорируют древесным специальным маслом и морилкой. Иногда такие поверхности искусственно «старят» при помощи особых пигментов, можно сделать красивую имитацию рельефа.
Брус, который предназначается для оформления внешней отделки, нужно дополнительно пропитать влагостойкими и антисептическими средствами. Данные составы позволят продлить срок службы деревянных конструкций.

В следующем видео представлено производство клеёного бруса для строительства домов.
Особенности производства клееного бруса
Клееный брус – это известный и распространенный строительный материал. Преимущества строений из него перед другими деревянными постройками в отсутствии усадки и устойчивости к механическим повреждениям. Производство клееного бруса набирает обороты, появляются частные цеха и небольшие фабрики во всех регионах страны. Каким методом осуществляется изготовление клееного бруса?
Этапы производства
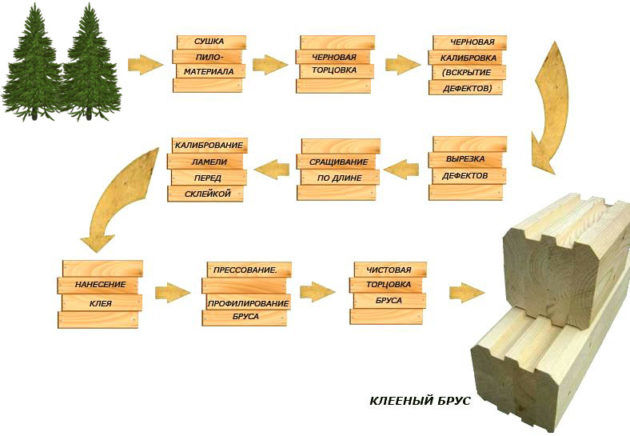
Производство клееного бруса включает несколько этапов производства, соблюдение всех технических процессов позволяет достичь качественного результата.
Первым шагом для создания качественного высокоэффективного материала является приемка древесины и ее проверка на соответствие техническим характеристикам.
Здесь проводится сортировка и укладка отобранного сырья в штабеля. Несоответствующую древесину возвращают поставщику.
Следующим этапом идет сушка заготовленного леса, необходимо добиться влажности, соответствующей 12%. Манипуляция осуществляется в специальных сушильных камерах конверторного вида, куда за один раз мастера могут загрузить до 100 м 3 древесины. Один цикл длится неделю, вся работа производится в автономном режиме.
Когда сырые доски полностью высохли, они попадают в цех для вскрытия дефектов на специальном станке. После этого этапа идет торцовка – удаление выделенных дефектов оператором по предоставленной инструкции.
Пятый этап – сращивание ламелей, для этого бездефектные отрезки досок склеивают с помощью пресса прочным клеевым составом. Потом сращенные ламели подвергают строганию на специальном оборудовании. После обработки склеенных ламелей, они склеиваются в брус под прессом в течение 30 минут.
На этом производственные этапы заканчиваются, брус подвергается строжке или профилированию в зависимости от его предназначения.
Итоговые процессы
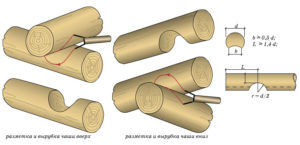
Потом начинается производство деталей с помощью чашконарезного станка. Происходит нарезка чашек, элементов крепления по подготовленному трафарету. В конце этого этапа изделия штампуют по номеру проектируемой детали.
По завершении всего процесса производства готовая партия подвергается проверке. Качественные элементы слаживают в пачку и упаковывают в пленку.
После этого продукция готова к реализации на рынке, но на каждую пачку клеится этикетка, соответствующая конкретному набору деталей в ней.
Сырье и его особенности
Клееный или профилированный брус – это экологически чистый материал для строительства. Процесс производства происходит путем склеивания отдельных досок в брусок.

Известные бренды, заботящиеся о репутации, отвечают за качество выпускаемой продукции, используют только отборное сырье, прошедшее сертификацию. Сырьем для производства клееного бруса служит древесина, а наиболее подходящие – хвойные породы деревьев, они отличаются высокой прочностью и долговечностью.
К качественным материалам российских производств относятся следующие виды древесины:
- ель;
- сосна;
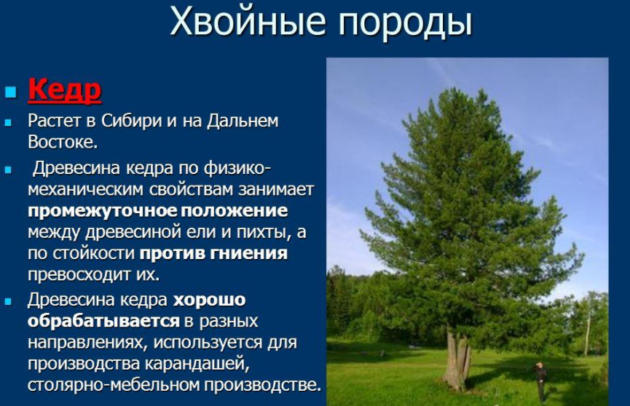
- кедр;
- пихта.
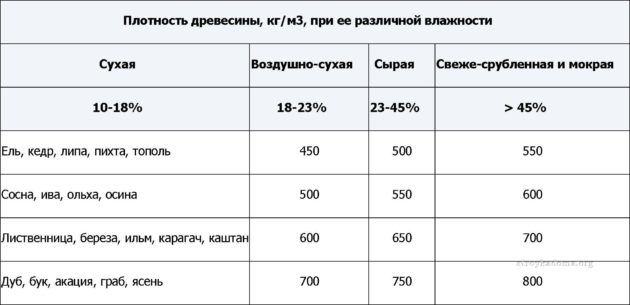
Сосна – дерево имеет белый цвет с желтоватым оттенком и выразительную фактуру с сучками разного размера и формы. Плотность составляет 520 кг/м 3 , она легко обрабатывается красящими составами. Сосна подходит для изготовления клееного бруса, стропильных систем, отделочных материалов.
Кедр – цвет древесины желтовато-белый с сердцевиной бело-розового оттенка. Текстура мягкая, но однородная с мелкими сучками. Его плотность составляет 420 кг/м 3 , дерево характеризуется приятным ароматом и противомикробными свойствами. Брус из него не подвержен гниению, повреждениям, растрескиванию и усадке. Он используется для любых видов строительства.
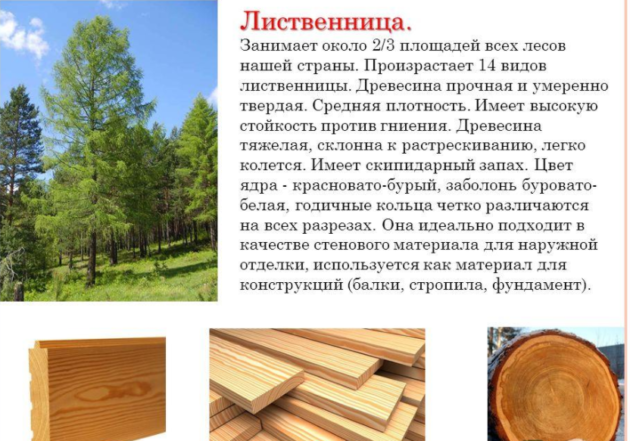
Лиственница – цвет сердцевины от бело-желтого до бело-красного. Древесина имеет декоративную узорную фактуру, плотность равняется 580 кг/м 3 , что сравнимо с дубом. Она хорошо подвергается обработке красящими растворами и подходит для любых конструкций.
Ель – дерево имеет желтоватый оттенок гладкую текстуру с мелкими сучками, плотность – 430 к/м 3 . Материал легкий, но выносливый, подвергается обработке и покраске. Из него производят различные конструкции и отделочные материалы.
Особенности подбора материала
Изготавливая клееный брус, производитель не смешивает разные породы деревьев.
Кроме дерева, необходим специальный состав для склеивания бруса:
- полиуретановый;
- меламиновый;
- резорциновый;
- EPI.

Столярный клей подбирают исходя из следующих свойств: скорость высыхания, цвет, токсичность. Он должен равномерно без комков распределяться по доске и быстро затвердевать. Лучшим по этому признаку является полиуретановый, он применяется при высокой влажности.
Чтобы изготовить 150 м 3 клееного бруса необходимо примерно 400–450 м 3 необработанного бревна и 500–600 кг клея.
В России лес добывают много в Иркутской, Новосибирской, Омской, Вологодской, Пермской областях и республике Коми.
Регламент подготовки сырья
Сутью технологического процесса является склейка ламелей между собой. Но для этого необходимо произвести калибрование доски, чтобы изделие на выходе было прочным и качественным, дерево должно быть определенной влажности.
Для изготовления клееного бруса берется сосна первого или второго сорта по ГОСТу, имеющее минимальное количество сучков.
Когда сырье принято, оно попадает на станок для распиловки. Оператор устанавливает наименьший размер диаметра верхнего участка бревна. Обработка древесины проходит автоматически со скоростью около 12 метров в минуту.
Чтобы сырье было определенного уровня влажности, его сушат в специально оборудованных камерах. В них установлены приборы для контроля влажности и степени циркуляции воздуха.
Сушка осуществляется при определенной температуре, где происходит процесс смены горячего и влажного воздействия на дерево. Температура в камере повышается постепенно, а ее снижение зависит от влажности сырья.
Время высыхания зависит от качества подготавливаемого дерева, его толщины и степени влажности. В связи с этим устанавливается режим:
- Мягкий – бездефектная сушка, после которой сохраняется цвет и свойства древесины.
- Нормальный – сушка с сохранением плотности дерева, но незначительным изменением оттенка.
- Форсированный – доска получается менее крепкой, но подвергается растяжению, сжатию и сгибанию, цвет также меняется.
Этот процесс производится в два периода. Испарение свободной влаги до уровня 30%, а потом происходит удаление связанной влаги. На втором сушка ведет к усыханию и требует больше затрат энергии.
После сушки материал отправляют в цех склейки, там она находится некоторое время для уравнивания ее температуры с окружающей. После простойки древесины через 1–2 дня необходимо приступать к ее обработке и последующему склеиванию в брус.
Необходимое оборудование и его особенности
Для производства конструкционного бруса нужно приобрести специальное оборудование.
Сушильная камера – оборудование, позволяющее в 3 раза увеличить скорость производства профилированного бруса. Они бывают вакуумные, конвективные, аэродинамические. Стоимость около 1,5 млн рублей.
Четырехсторонний фрезеровочный станок – предназначен для обработки доски и ее шлифовки. Агрегат служит для равномерного распиливания ламелей, обеспечивает гладкость. Стоимость станка – 400 тыс. рублей.
Двусторонний шипорезный станок вырезает мини-шипы с двух сторон заготовки для склеивания под прессом. Производит нанесение клея под давлением на мини-шипы. Цена составляет от 200 до 650 тыс. рублей.

Линия торцевого сращивания, устанавливаемая на пресс, ее длина составляет 3, 4,5 и 6 м. Такая длина не всегда позволяет склеить отрезки ламелей разного метража. В качестве альтернативы используется линия непрерывного сращивания, детали оказывают давление на определенный участок досок или отдельный стык.
Действенный вариант – это автоматическая линия, выполняющая сразу несколько функций: нарезку мини-шипов, нанесение клеящего состава, сращивание и отрезание ламелей. Стоимость – от 1,4 до 2 млн рублей.

Дополнительные агрегаты
Станок, наносящий клеевой состав для деревянных конструкций, состоит из емкости для клея, дозатора, ручки и клеенаносящего валика.
Агрегаты делятся на две группы.

Станки постоянной циркуляции – клей наносится непрерывной линией, пролитый клей снова отправляется в емкость и используется в работе.
Станки смесевого нанесения – подача клея осуществляется, когда под трубкой находится ламель, если доска закончилась клей прекращает стекать автоматически. Такая функция позволяет максимально экономно расходовать состав.
Пресс – станок для сращивания ламелей бывает вертикальным и горизонтальным. Прессование осуществляется с помощью гидравлических, механических и пневматических прижимов. Средняя стоимость станка – 2 млн рублей.
Современные производители конструкционного бруса используют разнообразные виды оборудования для изготовления качественной продукции.
Себестоимость и окупаемость производства
Клееный брус – это производство, использующее последние технологические разработки. Перед открытием предприятия необходимо произвести расчеты и вычислить затраты и окупаемость.
Основные вложения необходимо сделать в закупку оборудования, на него придется потратить не менее 6,5 млн. рублей. Необходимо подготовить помещение, в зависимости от арендной платы, оно обойдется в 200 тыс. рублей, расходы на автотранспорт –250 тыс. рублей.
Для производства 100 м 3 клееного бруса необходимо 300 м 3 древесины и 400 кг клея. Их стоимость составит: 400 тыс. Для зарплаты рабочим придется выделить не менее 100 тыс., транспортировка – 50 тыс., другие затраты – 80 тыс. рублей. Ежемесячные траты равны 620 тысяч рублей.
Минимальные затраты на открытие предприятия по производству клееного бруса: 7,52 млн рублей.
Средняя стоимость 1 м 3 бруса составляет 11 тыс., если изготавливать 100 м 3 , то месячная выручка будет равняться 1,1 млн. За вычетом ежемесячных расходов остается 480 тыс. рублей.
Если все эти деньги направлять на погашение себестоимости, то срок окупаемости составит около 15 месяцев. Но эта цифра условна, она высчитана из расчетов, но только минимального количества произведенной продукции.
Видео по теме: Производство и особенности
Технология изготовления клееного бруса
Такое направление в сфере строительных материалов как производство клееного бруса очень востребовано на рынке. Среди всех материалов из дерева именно клееный брус сочетает в себе натуральность и современные технологии. Он не усыхает, не подвержен механическим повреждениям, прочен и позволяет существенно ускорить возведение здания. Изготавливать его можно в сравнительно небольших цехах, что особенно выгодно для начинающих предпринимателей.
Технология производства клееного бруса
Клееный брус представляет собой строительный материал, изготовленный путём продольного склеивания древесных фрагментов (ламелей). Производитель отбирает деревянные доски с необходимыми характеристиками и склеивает их между собой. Как основное сырье обычно используются сосна, ель и некоторые виды лиственницы. В кратком описании технология изготовления клееного бруса выглядит очень просто, но в действительности есть много нюансов и тонкостей, влияющих на качество конечного продукта.
Считается, что отбор древесины и склеивание лучших и прочных фрагментов помогает устранить все недостатки традиционного дерева. Этот материал действительно не усыхает, не деформируется. Его прочность можно прогнозировать, что выгодно отличает его от цельного натурального древесного массива. Скорость возведения зданий многократно выше, чем у обычного дерева. Она сопоставима с кирпичом и любыми блоками. При этом многих привлекает натуральность, особенный внешний вид, экологическая чистота этого материала. На рынке популярен клееный брус финского производства, который считается эталон этого стройматериала. Рассмотрим процесс производства подробнее.

Заготовки
Изготовление начинается с отбора сырья. Необходимо ориентироваться на государственный стандарт 8486-86. Здесь описаны необходимые внешние характеристики, влажность, сучковатость. Допускается использовать следующие виды древесины:
- сосна;
- ель;
- пихта;
- лиственница;
- кедр.
Предпочтительной считается северная сосна. Она отличается наибольшей прочностью и позволяет создать материал с отличными эксплуатационными характеристиками. Разумеется, для бруса подойдут только ровные бревна, без гнили, сучков, червоточин и других повреждений. Размер ламелей при распиловке зависит от планируемых размеров бруса.
Чаще всего для бруса используются доски одной породы дерева, но можно встретить сочетание двух и даже нескольких пород.
Влажность ламелей
В естественной среде влажность некоторых пород дерева достигает 90%. Для производства бруса это неприемлемо: слишком влажное сырьё приведёт к тому, что готовый стройматериал деформируется, потрескается и будет непригоден к использованию. Поэтому ламели — древесные фрагменты — перед склеиванием обязательно просушивают.
Влажность дерева уменьшают в среднем в 10 раз — с 80–90% до 8–9%. Для этого используют сушильные конвекторные камеры. Сушка осуществляется засчёт нагревания пара, топочного газа или воздуха. Влага, которая выделяется из ламелей в процессе, используется для нагрева или выводится через вентиляцию наружу. Есть и другие типы сушильных устройств, но конвекторный тип — наиболее простой в эксплуатации и выгодный по цене.
После просушки внешний вид ламелей ещё раз оценивают. Они должны быть гладкими, ровными. Все дефекты удаляются.
Калибровка
На следующем этапе ламели подгоняют по толщине друг к другу в соответствии с размером будущего бруса. Для этого их обрезают, строгают, фрезеруют с целью создать идеальные поверхности для склеивания. От этой стадии зависит, как хорошо склеятся фрагменты бруса между собой, а следовательно — качество конечного продукта.
Чтобы увеличить длину досок до необходимых размеров, их скрепляют мини-шипами. Когда ламели подогнаны друг к другу, все фрагменты в очередной раз чистят, убирают шероховатости. Перед склеиванием дерево проходит контроль качества.

Соединение ламелей
Заготовки отбирают по расположению волокон: они должны быть разнонаправленными, так прочность бруса будет выше. На ламели наносят клеящий состав. Используются 3 вида клея:
- полиуретановые;
- меламиновые;
- изоацитатные (наиболее экологически чистые).
Все эти составы паро- и газонепроницаемы. Минус в том, что большинство видов клеящих составов содержат химические аллергены, которые могут спровоцировать бронхиальную астму и другие проблемы с дыханием. Не рекомендуется использовать этот материал для строительства и ремонта помещений, если кто-то из членов семьи или постоянных гостей склонен к заболеваниям дыхательной системы. Лучше использовать клееный профилированный брус (при его изготовлении не применяются химикаты). Также важно проследить, чтобы в клеящем составе не было формальдегида.
Все составы одинаково хороши с точки зрения прочности. Все они оставляют мало отходов. Полиуретановые и меламиновые составы позволяют работать на конвейере, что более выгодно с точки зрения бизнеса. На 1 куб готового стройматериала расходуется от 5 до 7 литров клея.
Сушка клея
После того, как клеящий состав нанесли на ламели и скрепили их между собой, необходимо время на затвердевание. Не рекомендуется помещать брус под пресс с незастывшим клеем. Впрочем, полиуретановые и меламиновые клеи застывают достаточно быстро.
Пресс
Следующая стадия изготовления — прессование. Под давлением клей глубже проникает в древесные волокна и скрепляет их между собой. На этом этапе структура дерева нарушается, что вызывает некоторые претензии у сторонников исключительно натуральных строительных материалов. Но если при склеивании использовали экологически безвредный состав, брус всё равно останется натуральным и неопасным материалом.
Прессование занимает в среднем 30 минут, но в конечном итоге время зависит от мощности станка. После пресса клееный брус фактически готов, остаётся только отполировать его и выполнить фрезерование продольных пазов.
Строгание и полировка
Готовый конструкционный клееный брус нарезают по размерам и строгают. Завершающий этап — фрезерование пазов, то есть замковых соединений. Их выполняют строго по размерам и подгоняют друг к другу. Они предназначены для более прочного соединения бруса при строительстве. Благодаря этим соединениям при возведении зданий не требуются утеплители.
Чтобы придать брусу более «товарный» вид , его полируют и иногда покрывают лаком. Гладкая и ровная поверхность этого материала позволяет обойтись без внутренней отделки.

Контроль качества
Хорошее производство клееного бруса подразумевает контроль качества выпускаемых изделий. На больших предприятиях эту задачу решает целый отдел (например, отдел технического контроля), на маленьких — 1 специалист. Что именно подразумевает контроль качества?
- Соблюдение стандартов производства.
- Контроль отбора сырья, расхода клея, длительность склеивания и прессования.
- Контроль состояния оборудования, подготовленности персонала и соблюдение техники безопасности.
Продвинутые производители контролируют все этапы производства, а при нарушениях цикла, неправильных объёмов материалов, бракуют изделия. Готовый брус испытывают на прочность холодным и горячим способом. Обычно из каждой партии отбирают несколько единиц и подвергают испытаниям.
Оборудование для производства
Производство клееного бруса нельзя организовать вручную: качество изделий не выдержит никакой критики. Поэтому любое предприятие будет использовать специализированное оборудование для производства клееного бруса:
- 4-сторонний фрезеровочный станок для производства бруса — от 400 тысяч рублей;
- автоматическая линия для сращивания древесины — 2 миллиона рублей;
- станок для нанесения клея (обычно входит в автоматическую линию, но в отдельных случаях придётся купить отдельно);
- пресс — 1,5 миллиона рублей.
Таким образом, чтобы купить оборудование для клееного бруса, потребуется не менее 4 миллионов рублей. Обратите внимание, что это станки только для непосредственного изготовления стройматериала. Скорее всего, производству потребуется погрузчик и подсобные инструменты, что увеличит стоимость на 1-1,5 миллиона рублей.
Персонал
Основу штату предприятия составят рабочие, обслуживающие оборудование. Изготовление этого строительного материала предполагает высокую степень автоматизации, ручной труд сводится к минимуму. Все рабочие должны пройти обучение работе со станками, изучить технологический процесс и технику безопасности. Образование плотника, столяра и опыт работы с деревом будет преимуществом. Другие рабочие, чей труд не связан напрямую со станками — грузчики. Они разгружают сырьё, отгружают готовую продукцию, чаще всего водят погрузчик.
Помимо обычных рабочих для изготовления качественной продукции потребуются инженеры и контролёры деревообработки. Их число зависит от масштабов предприятия. Задача — контролировать производственный цикл, соблюдение стандартов производства и качество выпускаемой продукции.
Выше перечислены сотрудники производственного цеха. У предприятия будет административный аппарат — руководитель, бухгалтер, кадровик, делопроизводитель или офис-менеджер. При больших объёмах работы создаётся отдел закупок и продаж.

Помещение
Для организации полноценной производственной линии клееного бруса потребуется помещение площадью от 1000 квадратных метров. При планировании учитывайте, что у предприятия будет не только цех с оборудованием, но и большие склады. Там будет хранится сырьё и готовая продукция. Оборудование ставится по принципу конвейера, чтобы максимально упростить и ускорить изготовление стройматериалов.
Покрытие стен и пола должно быть несгораемым. Хорошо подойдёт плитка, кирпич или бетон. Обработка дерева предполагает много отходов, включая пыль, поэтому без хорошей системы вентиляции не обойтись. Средняя температура в цеху — 18-20 градусов.
При организации предприятия предусмотрите удобные подъездные пути и широкие проходы на склады: туда должен свободно проходить погрузчик. Комфортный труд невозможен без хорошего освещения и отдельной комнаты для отдыха. Если сотрудников много, стоит озаботиться открытием столовой.
Рентабельность бизнеса
Совокупные затраты на открытие предприятия клееного бруса составят минимум 5-6 миллионов рублей. В эту сумму входят покупка оборудования, аренда и ремонт помещения, закупка сырья и сопутствующие расходы вроде государственной регистрации. Цена производства довольно высокая. Если предприниматель ограничен в средствах, можно подобрать более бюджетный строительный материал. Экономить на оборудовании или сырье — плохая идея. Некачественный продукт не будет конкурировать на рынке, то есть приведёт к убыткам.
Стоимость материалов и сырья для 300 кубов бруса — примерно 1,2 миллиона рублей. В совокупности с заработной платой, арендой, коммунальными расходами себестоимость возрастает до 2 миллионов рублей. При этом средняя рыночная цена 300 кубов — примерно 3 миллиона рублей. Полная реализация товара принесёт не менее 1 миллиона рублей чистой прибыли. Таким образом окупить вложения в открытие можно в течение 1 года работы.
Есть и другие варианты зарабатывать на этом строительном материале. Например, создать завод по производству домов из клееного бруса. Конечно, первоначальные расходы возрастут в 3-4 раза, но и обороты будет существенно выше.
Заключение
Клееный брус — строительный материал, сочетающий натуральность и современные технологии. В России его изготавливают преимущественно из сосновых и еловых пород с использованием полиуретанового клея. Оборудование стоит в среднем 4 миллиона рублей. Общие вложения в предприятие составят 5-6 миллионов, окупить которые вполне реально в течение 1 года работы.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.

Технология производства гофрокартона

Станки для изготовления вагонки

Изготовление фанеры ламинированной, бакелитовой, авиационной

Технология производства строительных шлакоблоков
Производство клееного бруса – тонкости технологии

Про клееный профбрус слышат часто, но не все допускают мысль о применении в строительстве собственного дома или бани. Владельцы участков исключают этот пиломатериал из-за дороговизны – он на 30-40% дороже профилированного бруса естественной влажности. Но есть и те, что считают изготовление материала недостаточно экологичным – ведь производители применяют разные составы клея, целостность массива также нарушается в процессе резки сырья.

На деле изготовление клееного бруса – сложный процесс, включающий в себя и химическую, и механическую, и термическую обработку древесины, но на экологичность конечного результата все операции не влияют. А вот эксплуатационные свойства материала по сравнению с цельными типами пиломатериалов возрастают в разы. Давайте рассмотрим технологию производства клееного бруса в подробностях.
Заготовка сырья
Сразу оговоримся. Речь в статье идет о добросовестных компаниях по производству клееного бруса, которые уже не первый год на рынке пиломатериалов и себя зарекомендовали.
Первый этап в производстве – заготовка сырья. В случае с профбрусом это бревно-кругляк. Изготовители качественного пиломатериала относятся к выбору сырья крайне тщательно –выбирают зимний лес из северных регионов (плотный массив), где нет поражений вредителями, гнилью, грибком.
Часто этот стройматериал изготавливают из древесины хвойных пород, но встречается в продаже и продукция из листвяника.
- Первое место по дороговизне и ценности оспаривают дуб и лиственница. Первый встречается редко, пиломатериал из него делают на заказ. Лиственница же встречается чаще, но дом или баню из нее строят редко – используют брусок для обвязки или нижних венцов в силу ее прочности и плотности, а также стойкости к гниению.
- Кедровый материал – дорогое удовольствие, но и плюсов в выборе немало. Древесина выделяет полезные для здоровья человека фитонциды, которые к тому же препятствуют поражению массива насекомыми и действуют, как природный консервант.
- Пихта. Профбрус из красной пихты встречается в некоторых северных регионах страны. Это распространенная породой дерева, поэтому стоимость на месте произрастания приемлема. Обладает целебными свойствами и мало поддается поражению насекомыми и гниению, но по мере удаления от места заготовки стоить такое сырье станет дороже.
- Сосна и ель. Разницы в ценах на еловый и сосновый стройматериал нет, производитель указывает в прайсе, что он изготовлен из хвойной древесины. Оба вида дерева применяются в производстве, разницы в эксплуатационных характеристиках готового профбруса нет, отличаются они цветом, размером и количеством сучков.
Северный хвойняк (в том числе ангарская сосна) зарекомендовал себя, как материал для изготовления клееного брусового материала. Прочные, стойкие к механическим и атмосферным воздействиям брусья подходят для возведения бани, дачного домика или шикарного загородного коттеджа.

Выявление дефектов
Контроль качества при погрузке неокончательный. Перед началом обработки бревно еще раз проверяют на наличие дефектов, повреждений насекомыми, гнилью, грибком. Такие проверки проводятся неоднократно – на всех стадиях изготовления. Для этих брусьев важно качество сырья, ведь изготовитель ручается за его свойства при эксплуатации постройки.
Распиловка и промежуточный отбор
После осмотра и проверки на дефекты из кругляка нарезают заготовки (ламели). Для этого сначала снимают горбыль с четырёх сторон бревна, а потом распускают на толстые доски – ламели. Прежде чем отправить на дальнейшую обработку, материал снова осматривают для отбраковки неподходящих частей.
В ламелях для изготовления клееного профбруса нет:
- следов поражения насекомыми («ходы», мелкие отверстия, продукты жизнедеятельности);
- синей или черной гнили (даже малый участок удаляют);
- выпадающих сучков, сколов, трещин.
Подходящие заготовки без дефектов отправляются в цеха для сушки.
Сушка заготовок
В древесине естественной влажности есть физически и химически связанная влага. Ее постепенное природное удаление вызывает деформацию древесины, трещины и уменьшение объема.
Для этого пиломатериала используют только сухое дерево – 10-11%. Для достижения такого низкого содержания влаги в массиве древесины, ее сушат камерным способом. В специальных боксах под воздействием высокой температуры и давления. Существуют и камеры с центрифугированием, так вода удаляется из ламелей ещё быстрее, а оставшаяся влага распределяется по массиву равномерно.
Но и теперь нельзя собирать из отдельных деталей брусья. Перед тем, как склеивать заготовки, их делают гладкими, это позволяет достичь сцепления ламелей при дальнейшем склеивании. Ни одна неровность или шероховатость не останется незамеченной, а современное точное автоматизированное оборудование доведет заготовки до нужного состояния.
Склейка деталей
Сборка тела бруса – важный этап. От выбранной клеевой системы зависит прочность материала, его долговечность, безопасность и экологичность, правильное проведение работ по склейке ламелей тоже влияет на все параметры.

В изготовлении используют три типа клея:
- полиуретановый;
- полимер-изоацетатный;
- меламиновый;
- ризорциновый.
Первые три используются в России и за рубежом, последний же распространен только в Японии и США. Составы, которые применяют для прочного соединения ламелей непохожи на привычные для нас клеи. Это многокомпонентные системы, смешиваются которые в единое целое уже на месте использования.
Склейка сложный процесс, он требует специального температурного режима, оборудования для прессовки, просторных ангаров с вентиляционным оборудованием. Стоит помнить, что в кустарных условиях качественный клееный брус получить невозможно. При формировании тела будущего бруса ламели соединяют вразбег, что увеличивает прочность конечного изделия и его стойкость к нагрузкам изгиба.
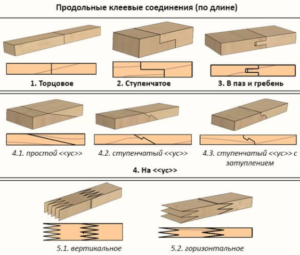
Нарезка профиля
Когда брус склеен в единое целое, его дополнительно шлифуют (при необходимости) и формируют профиль для соединения брусьев между собой при строительстве зданий.
Есть три типа профиля:
- гребенчатый;
- «шип-паз»;
- «скандинавский».
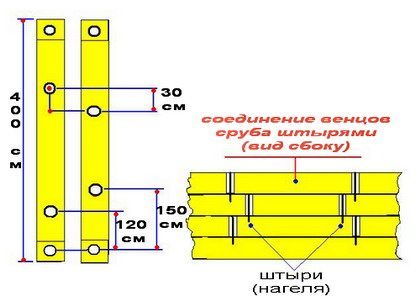
В России чаще используют шипово-пазовое соединение венцов, оценив его за простоту сборки и удобство в работе. При этом профиль надежно защищает стены сруба от продувания, снижая теплопотери в готовом здании.
Брус на ПВА – гаражное производство
Приобретая клееный брус, не гонитесь за дешевизной. Есть только один вариант, почему пиломатериал стоит слишком мало – его качество далеко от идеала. Если возникли подозрения на счет добросовестности продавца – просите сертификаты на клеевые составы и продукцию. Отказ поставщика предоставить требуемую документацию – признак мошенника, который продаст вам под видом клееного бруса кустарную подделку.
Сейчас участились случаи изготовления несертифицированного материала с применением вместо надежных, прошедших испытания клеевых составов обычного ПВА. На производстве его встречают, часто аналогом этого клея временно проводят торцевое крепление ламелей между собой. Но окончательное соединение их по всей длине проводится только с применением специально разработанных средств. Приобретая продукцию у представителей «гаражных производителей», вы получаете красивый на вид пиломатериал, который покажет отвратительное качество в первые же дождливые месяцы. Поэтому не стоит верить людям, продающим клееный брус по цене профилированного естественной влажности. Такие «подарки судьбы» обернутся огромными неприятностями при строительстве и эксплуатации здания.
Развитие технологий открыло перед человечеством новые возможности — возводить современные и комфортные деревянные дома, используя качественные, долговечные, надежные и натуральные материалы. Клееный брус — как раз такой: он сочетает в себе достоинства натуральной древесины и отличные эксплуатационные характеристики, несвойственные обычному дереву. Клееный брус хорошо сохраняет свои геометрические размеры, имеет лицевую поверхность высокого качества, без дефектов. Видео-ролик, размещенный в материале, даст больше полезной информации для тех, кто хочет разобраться в технологии изготовления и свойствах клееного бруса.
Анализ процесса производства клееного бруса
Формирование клееного бруса является сложным, длительным и многостадийным процессом. Естественно, чем больше технологических операций необходимо выполнить для изготовления конечной продукции, тем выше ее добавочная стоимость. А высокая добавочная стоимость − это рентабельность производства. Наряду с этим необходимо учитывать и обратную закономерность: чем больше операций, тем выше вероятность получения брака.
Клееные материалы из цельной древесины в основном используются как несущие строительные и столярные конструкции. В производстве клееного бруса для домостроения выход продукции составляет от 20 до 30% от объема пиловочника.
Низкий объемный выход обуславливается отходами и потерями древесины при обработке, включающими:
- до 50% − объем отходов бревен при формировании пиломатериалов;
- до 15−20% − объем пороков в пиломатериалах, которые необходимо вырезать;
- до 4−7% − потери на обработку в размер по сечению (строгание) материалов до и после линии сращивания;
- до 6% − безвозвратные потери материала на усушку;
- потери, возникающие при торцовке пиломатериалов и бруса в размер по длине; зависят от спецификации готовой продукции и могут составлять до 8−10%.
При выбраковке всего одного кубометра клееных конструкций фактические потери составляют около 4 м 3 пиловочных бревен (3−4 дерева в возрасте спелости). При таком выходе готовой продукции на первый план выходит обеспечение контроля качества материалов и изделий на всех этапах технологического процесса.
Рассмотрим каждый этап подробно, чтобы определить, каким образом целесообразно организовать и реализовать работу, призванную обеспечить контроль качества изготавливаемого изделия.
Этап первый
На этом этапе производителям необходимо определиться с выбором сырья для изготовления клееных конструкций. На множестве небольших предприятий предпочитают использование покупных пиломатериалов, обходясь без собственного участка лесопиления. Зарубежный опыт показывает жизнеспособность такой модели, однако ее не всегда можно реализовать в российских условиях. За рубежом пиломатериалы, формируемые в лесопильном цехе, сортируются с помощью силовых и акустических установок для определения их физико-механических свойств, что является обязательным условием их использования в производстве несущих клееных конструкций. Проведение такой сортировки позволяет не только гарантировать прочностные свойства, но и экономить пиломатериалы. По ее результатам определяется местоположение пороков строения древесины, которые влияют на качество и должны быть удалены (вырезаны). Следует также отметить, что для изготовления клееных конструкций целесообразно использовать пиломатериалы радиального и полурадиального распила, большой выход которых возможен только при реализации специальных схем раскроя бревен, что не всегда выгодно производителю пиломатериалов.
Выполняя раскрой пиловочных бревен, производители клееного бруса имеют возможность выпиливать пиломатериалы из различных зон бревен − тех, где древесина с требуемыми свойствами, приоритет которых определяется в зависимости от вида используемого связующего и назначения клееных элементов. Тем самым сокращаются потери древесины на отбраковку пиломатериалов с несоответствующими требованиям технологии свойствами.
Изготовители клееного бруса, которые не обеспечивают производство собственными пиломатериалами, а приобретают их, вынуждены организовывать участок сортировки пиломатериалов по качеству и наклону волокон древесины. Как правило, создание такого участка предусматривается на этапе проектирования предприятия.
Этап второй
Следующей операцией, в ходе которой формируется большинство эксплуатационных свойств будущих клееных конструкций, является сушка пиломатериалов.
Многие производители клееных деревянных конструкций в стремлении увеличить объем производства не хотят использовать для подготовки качественной древесины мягкие режимы, поскольку так увеличивается продолжительность сушки.
Бытует мнение, что клееный брус не подвержен короблению, но это верно только в том случае, если сушка выполнена в мягком режиме и после нее проведено кондиционирование пиломатериалов для выравнивания влажности и внутренних напряжений, а также при условии правильной сборки ламелей в брусе.
Современные клеи способны склеивать древесину с влажностью до 15%, однако их применение не гарантирует целостности клеевого соединения и стабильности формы продукции при нарушении технологии сушки и последующей релаксации напряжений, возникающих в древесине (рис. 1).
Этап третий
На этой стадии производства выполняется подготовка поверхностей ламелей к склеиванию.
Известно, что поверхность древесины постепенно «стареет» и теряет способность к склеиванию (уменьшается число свободных радикалов, способных взаимодействовать с клеем), поэтому производство должно быть организовано таким образом, чтобы не позднее чем через полсмены (3−4 часа) ламели, обработанные в размер по сечению на строгальных (продольно-фрезерных) станках, поступали на участок склеивания.
«Старение» древесины сопровождается поднятием ворса и ухудшением смачиваемости поверхности клеем, что ведет к увеличению расхода клея при нанесении вальцами или кистью. В результате не только снижается адгезионная способность древесины, но и возрастает толщина клеевого слоя, что также негативно сказывается на прочности клеевого соединения.
Увеличение толщины клеевого соединения может быть также вызвано кинематическими неровностями на поверхности ламелей, возникающими при их обработке (рис. 2).
Высоту (h) и длину (l) волны определяют по формулам (1), где h − высота волны, мм; l − длина волны, мм; R − радиус режущей кромки лезвия цилиндрической фрезы, мм, и (2), где U − скорость подачи, м/мин; n − частота вращения шпинделей, мин-1; z − число ножей, шт.
По данным компании Leitz [2], для достижения баланса между качеством обработки поверхности ламелей и рациональным режимом работы режущего инструмента необходимо обеспечить длину кинематической волны 1,3−1,7 мм (рис. 3). В производственных условиях обоснование требуемых параметров работы оборудования может быть определено экспериментальным путем, исходя из свойств обрабатываемой породы древесины и инструмента.
Длина и высота кинематических неровностей зависят от вида и степени затупления режущего инструмента, а также от скорости подачи и резания.
Помимо увеличения толщины клеевого соединения за счет образования полостей из-за кинематических волн между склеиваемыми поверхностями происходит изменение параметров работы оборудования, что также оказывает отрицательное влияние на качество его работы (рис. 4) и, соответственно, на качество подготовки склеиваемых поверхностей [3].
Этап четвертый
На этом этапе производится формирование клееного бруса. Довольно распространенная ошибка на современных предприятиях: при сборке ламелей в брус крайне мало внимания уделяется ориентации ламелей относительно направления волокон древесины.
Ламели, как правило, визуально сортируют только по качеству, без учета места их выпиловки из бревна, хотя формоустойчивость бруса в условиях эксплуатации обеспечивается именно за счет различного направления волокон древесины в смежных слоях, что необходимо для снижения влияния анизотропии древесины.
Конструкция бруса в поперечном сечении должна отвечать правилам симметрии и состоять из нечетного количества ламелей для уменьшения напряжений, возникающих при отверждении связующего и в результате усушки и разбухания (такие напряжения могут возникать также при эксплуатации бруса, работающего на изгиб).
При использовании в процессе изготовления бруса четного числа ламелей максимальные касательные напряжения приходятся на клеевое соединение, как правило, работающее на скалывание хуже, чем цельная древесина.
При укладке ламелей необходимо обеспечить их сборку таким образом, чтобы в качестве лицевых не использовались сердцевинные доски, ориентированные сердцевиной наружу (рис. 5).
Под влиянием температурно-влажностных изменений внешней среды и внутренних напряжений древесины в ламелях (особенно при толщине более 33 мм) может происходить отслоение и выпадение сердцевинной трубки из бруса в процессе его эксплуатации.
В соответствии с ГОСТом 20850−84 «Конструкции деревянные клееные. Общие технические условия» толщина склеиваемых слоев в клееных элементах должна составлять 20±1 мм и 33±1 мм, на основании чего производители принимают допуск на размер равным 2 мм − даже при изготовлении ламелей нестандартных толщины и ширины.
Разнотолщинные ламели, которые формально находятся в поле допуска по толщине, довольно сложно склеивать, поскольку для обеспечения требуемой прочности клеевого соединения необходимо обеспечить контакт между склеиваемыми поверхностями, что, с учетом большого числа ламелей в прессе, требует приложения повышенного давления.

Помимо этого, вследствие разнотолщинности ламелей при их склеивании в древесине возникают внутренние напряжения, вызванные неравномерным сжатием по толщине и способные привести к разрушению клеевого соединения.
Не менее важным моментом технологического процесса является обеспечение постоянной ширины пиломатериалов. При склеивании бруса по толщине давление прикладывается к пластям пиломатериалов.
Для формирования бруса требуемой геометрической формы пакет ламелей предварительно фиксируется при помощи фронтальных прижимов, которые передают давление на кромки пиломатериалов. При склеивании зафиксированных фронтальными прижимами ламелей разной ширины может происходить их смещение (рис. 6), в результате которого при приложении давления к пластям не будет обеспечен контакт между склеиваемыми поверхностями.

Рис. 7. Щели между брусьями с
дефектами формы [1]

Рис. 8. Щели между брусьями с
дефектами формы [1]
Показатели прочности клеевого соединения при скалывании на разных участках длины бруса будут разными [4], и зависят они не только от физико-механических характеристик склеиваемых ламелей, плотности их контактных слоев, но и от жесткости прижимной балки пресса и числа цилиндров, передающих давление на склеиваемые заготовки. Давление прессования в зависимости от давления в системе может быть определено по формуле (3), где Pр.ж − давление рабочей жидкости в прессе, МПа; F − площадь склеиваемой поверхности, м 2 ; n − число i-х цилиндров.
Создание качественного клеевого соединения зависит не только от условий подготовки ламелей, но и от связующего. При приготовлении и нанесении клея необходимо выдерживать в цехе заданные производителем клея температурновлажностные условия, поскольку они оказывают влияние на жизнеспособность связующего и продолжительность открытой/закрытой выдержки.
При использовании многокомпонентных клеев, подготовленных к нанесению с нарушениями технологии, или в случае их применения по истечении срока жизнеспособности отверждение может произойти преждевременно, и только между склеиваемыми поверхностями − без проникновения в контактные слои древесины. Подобные дефекты склеивания довольно сложно распознать в производственных условиях без проведения испытаний клееного бруса по всей его длине с помощью рентгенографии или ультразвука. Выполнить испытания при помощи методов разрушающего контроля в данном случае невозможно. Разрушение таких клеевых конструкций, как правило, происходит во время их эксплуатации в результате смены температурно-влажностных условий, влекущих изменение размерных характеристик ламелей, которые при этом не сдерживаются должным образом клеевыми соединениями.
При склеивании заготовок в прессе клеевое соединение обычно не успевает набрать требуемую прочность, для достижения которой необходимо обеспечить выдержку бруса после прессования. Продолжительность выдержки определяется типом связующего по рекомендациям изготовителя.
Выдержка осуществляется на подстопных местах, основным требованием к которым является прямолинейность основания, не позволяющая брусу деформироваться под действием собственной массы.
При сборке домов из деформированного клееного бруса образуются щели (рис. 7, 8).
Этап пятый
Заключительным этапом процесса производства клееного бруса является формирование соединительных элементов.
После склеивания и технологической выдержки необходимо выполнить профилирование бруса для формирования монтажных пазов и гребней, а также полостей, в которые укладывается утеплитель.
На этой стадии может происходить снижение качества бруса за счет вскрытия смоляных кармашков и выпадения сучков, которые были незамечены или неверно определены на предыдущих стадиях технологического процесса.
Для их заделки целесообразно использование различных вставок в форме «лодочек» или «пробок» из цельной древесины.
Вскрывшиеся дефекты могут быть удалены и при формировании соединительных лап и чашек, а также при торцовке бруса.
Анатолий ЧУБИНСКИЙ, д-р техн. наук, проф.,
Александр ТАМБИ, канд. техн. наук, доц., СПбГЛТА им. С. М. Кирова
Технология изготовления клееного бруса и его преимущества
Строя дом для своей семьи, мы стараемся выбирать для него качественные материалы. Предпочтение отдается натуральным, но вместе с тем, произведенным с учетом современных требований к долговечности, надежности, внешнему дизайну продуктам. Появившаяся сравнительно недавно технология производства клееного бруса возобновила интерес к строительству деревянных домов, от которых раньше многие отказывались в пользу кирпичных, каменных или блочных.
Безусловно, все перечисленные выше материалы обладают своими достоинствами и идеально подходят для строительства прочных, красивых и современных домов. Но, все же, они не могут сравниться с деревом по тому уровню комфорта и уюта, которое испытываешь, находясь в деревянном строении.

Фрагмент сруба из клееного бруса
Можно ли считать клееный брус натуральным материалом? Как он производится, чем отличается от обычного, и почему стал так популярен среди строителей и тех, кто мечтает о собственном доме?
Производство клееного бруса
Предпосылки появления технологии
Для начала разберемся, как и почему вообще появилась технология клееного бруса, чем этот материал отличается от аналогичного изделия, просто вырезанного из цельной древесины.
Всем хорошо известно свойство дерева усыхать и деформироваться в процессе эксплуатации. Построенные из него дома в результате этого процесса дают серьезную усадку, иногда достигающую 15-18% от первоначальной высоты. Усадка в свою очередь приводит к деформации всего строения и его конструктивных элементов, например, оконных и дверных блоков.
Кроме того, со временем на древесине появляются внешние дефекты – трещины, выпавшие сучки, синева, что требует проведения защитных и профилактических мероприятий.
Клееный брус лишен всех этих недостатков. Его появление возродило деревянное зодчество, а технология сборки дома из клееного бруса позволила упростить сам процесс строительства, сократить его сроки и продлить жизнь деревянным домам. Достичь этого удалось благодаря разработке целого комплекса последовательных мероприятий по обработке натуральной древесины. (см. также статью Какими преимуществами отличается клееный брус из кедра)
Этапы производства
Следует отметить, что для выпуска клееного бруса требуется сложное высококачественное оборудование – создать его своими руками в кустарных условиях просто невозможно.
Процесс состоит из нескольких технологических этапов:
- Сортировка древесины . На этом этапе происходит тщательный отбор исходного сырья: его разделяют по породам, сортам, размерам и другим важным параметрам.
Для справки. Сортировка сырья регламентируется нормативными документами.
В частности, ГОСТ 8486-86.
- Сушка . Древесину помещают в специальные сушильные камеры, оснащенные современным оборудованием. В них под непрерывным контролем пиломатериалы просушиваются до заданных значений влажности. (см. также статью Сухой профилированный брус: виды и применение)

Подача древесины на сушку
- Изготовление заготовок . Этот процесс состоит из двух этапов. Сначала высушенная древесина направляется на станки, которые аккуратно вырезают из неё все дефекты, поврежденные участки. После чего она нарезается на ламели, которые сращиваются по длине.
Заготовка для бруса
- Склеивание . Смазанные экологически чистым клеем заготовки соединяются и помещаются под мощный пресс. Клей под давлением проникает во все поры дерева, прочно скрепляя ламели друг с другом. Количество ламелей в брусе зависит от его проектной толщины.
Обратите внимание. Чаще всего клееный брус полностью состоит из одной породы дерева.
Но существуют сорта с одной или двумя внешними ламелями из более дорогой древесины.
Соответственно, их цена также будет выше.
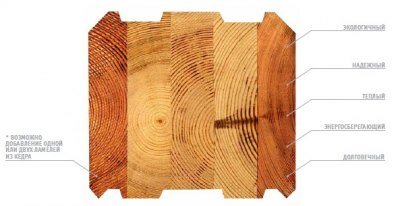
Срез бруса с лицевыми поверхностями из кедра
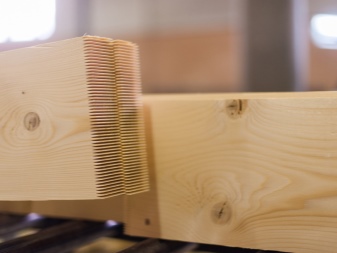
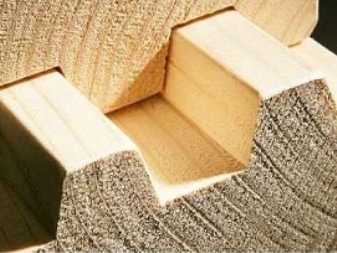
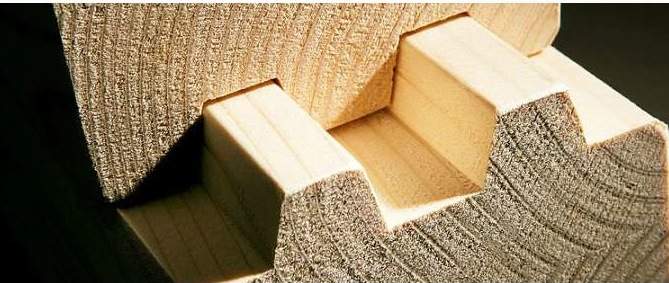
- Профилирование . На этом этапе заготовки бруса нарезаются по длине и строгаются, а затем направляются на специальные станки, которые вырезают в теле заготовки замковые соединения – точно выверенные по размерам пазы. Технология сборки сруба из клееного бруса благодаря наличию этих идеально подходящих друг к другу пазов и шипов позволяет обходиться без применения уплотнительных материалов в швах между венцами.

На фото хорошо видна система шипов и пазов
- Упаковка . Готовый брус перед отправкой на склад или в торговую сеть упаковывают, чтобы предотвратить механические повреждения и загрязнение поверхности.
Некоторые производители помимо самого бруса производят изготовленные аналогичным способом детали, облегчающие стыковку стен в углах, монтаж перекрытий, установку дверных и оконных блоков.
Преимущества клееного бруса
Помимо перечисленных выше, клееный брус обладает и другими достоинствами, делающими его очень востребованным на строительном рынке.
- Хорошо высушенная и нарезанная на ламели древесина, являющаяся сырьем для производства, прекрасно впитывает в себя защитные средства, предохраняющие её от гниения и препятствующие возгоранию.
- Технология производства клееного и профилированного бруса позволяет создавать изделия с точно выверенными геометрическими параметрами и обеспечивать их плотное соединение друг с другом без зазоров и щелей, что благоприятно сказывается на внешнем виде и сохранении тепла в домах, помогает экономить на их отоплении.
- Вместе с тем эта технология не нарушает природную структуру дерева, сохраняя его способность регулировать уровень содержания кислорода в доме, комфортную влажность и температуру.
- При строительстве домов из клееного бруса может не соблюдаться инструкция, требующая сделать перерыв для естественной усадки до того, как приступить к отделочным работам. Поэтому здание можно возвести и сдать в эксплуатацию очень быстро.
- Наконец, гладкая и ровная поверхность позволяет вообще обойтись без отделки, оставив стены в первозданном виде.
Заключение
Современные технологии подарили людям возможность строить дома из качественных и долговечных, и вместе с тем натуральных материалов. К ним относится и клееный брус, обладающий всеми преимуществами цельного дерева, но отличающийся постоянством геометрических размеров, отсутствием дефектов и высоким качеством лицевой поверхности. (см. также статью Как создаются проекты домов и коттеджей из бруса)
Если вы хотите узнать больше об этом материале, видео в этой статье предоставит интересные сведения.